 English
English русский
русский Español
Español
дом / Новости / Новости отрасли / Проекты литья алюминия: процессы, сплавы и руководство по проектированию
Контент
- 1 Что такое Алюминиевое литье Проекты — и почему они доминируют в современном производстве
- 2 Пять основных процессов литья алюминия — сравнение бок о бок
- 3 Алюминиевые литейные сплавы — подбор материала в соответствии с требованиями проекта
- 4 Реальные примеры проектов по литью алюминия в разных отраслях
- 4.1 Литейная мастерская на заднем дворе: защита и валик ножа из литого в песок алюминия
- 4.2 Архитектурное алюминиевое литье: колпаки колонн, перила и декоративные панели
- 4.3 Автомобильная промышленность: блоки двигателей HPDC и конструкционные отливки
- 4.4 Корпуса для электроники: управление температурным режимом посредством литья
- 4.5 Аэрокосмическая промышленность: конструктивные кронштейны и корпуса, отлитые по выплавляемым моделям
- 4.6 Искусство и скульптура: проекты литья алюминия из пенопласта
- 5 Правила проектирования, предотвращающие дефекты в проектах по литью алюминия
- 6 Контроль качества расплава — шаг, который большинство новичков упускают из виду при литье алюминия
- 7 Операции после литья: термообработка, механическая обработка и чистовая обработка поверхности.
- 8 Структура затрат на проекты литья алюминия — что влияет на цену
- 9 Устранение распространенных дефектов алюминиевого литья
- 10 Экологичное алюминиевое литье — переработка, энергетика и циркулярная экономика
- 11 Новые тенденции в алюминиевом литье — что меняет отрасль
- 12 Часто задаваемые вопросы о проектах литья алюминия
Руководство по литью алюминия
Что такое Алюминиевое литье Проекты — и почему они доминируют в современном производстве
Проекты по литью алюминия охватывают все: от небольших разливок на заднем дворе для любителей до крупносерийных промышленных производств для аэрокосмической и автомобильной отраслей. Короткий ответ: литье алюминия — один из наиболее универсальных, экономически эффективных и масштабируемых методов металлообработки, доступных сегодня, а диапазон жизнеспособных проектов — от декоративных садовых скульптур до структурных блоков двигателей — действительно огромен. Если вы оцениваете, подходит ли метод литья алюминия для вашего применения, ответ почти всегда будет положительным, при условии, что вы выберете правильный процесс литья с учетом вашей геометрии, требований к допускам и объема производства.
Плотность алюминия составляет примерно 2,7 г/см³ , что составляет менее одной трети от прочности стали, однако современные алюминиевые сплавы достигают прочности на растяжение выше 500 МПа. Именно такое соотношение прочности и веса привело к тому, что алюминиевое литье вошло во многие требовательные отрасли. Мировой рынок алюминиевого литья оценивался примерно в 67,5 млрд долларов США в 2023 году Согласно данным, опубликованным Grand View Research, к 2030 году он, по прогнозам, превысит 95 миллиардов долларов США. Этот совокупный годовой темп роста обусловлен в основном внедрением электромобилей (EV) и требованиями к облегчению веса в транспортных отраслях.
В этой статье рассматривается весь ландшафт: основные процессы литья, лучшие алюминиевые сплавы для конкретных типов проектов, правила проектирования, предотвращающие дефекты, примеры реальных проектов с производственными данными, методы отделки, а также честный взгляд на ожидаемые затраты и сроки выполнения заказа. Независимо от того, являетесь ли вы производителем, планирующим первую заливку методом литья в песок, или инженером-технологом, оценивающим инструменты для литья под давлением, приведенная ниже информация организована так, чтобы сразу же оказаться полезной.
Пять основных процессов литья алюминия — сравнение бок о бок
Выбор правильного процесса — самое важное решение в любом проекте литья алюминия. Каждый метод предлагает различное соотношение стоимости инструмента, качества поверхности, допусков на размеры, минимальной толщины стенки и экономичного количества заказа. В таблице ниже представлены практические компромиссы.
| Процесс | Стоимость оснастки | Чистота поверхности (Ra) | Допуск (типичный) | Лучший диапазон громкости | Мин. Толщина стены |
|---|---|---|---|---|---|
| Литье в песок | Низкий (500–5000 долларов США) | 12–25 мкм | ±0,5–1,5 мм | 1–5 000 шт. | 3–5 мм |
| Постоянная форма (гравитационная матрица) | Средний (5 000–30 000 долларов США) | 3–6 мкм | ±0,25–0,5 мм | 1 000–50 000 шт. | 2–3 мм |
| Литье под высоким давлением (HPDC) | Высокий (20 000–200 000 долларов США) | 1–2 мкм | ±0,05–0,15 мм | 10 000–1 000 000 шт. | 0,8–1,5 мм |
| Литье по выплавляемым моделям (по выплавляемым моделям) | Средне-высокий (3 000–50 000 долларов США) | 1,5–3 мкм | ±0,1–0,25 мм | 100–20 000 шт. | 1–2 мм |
| Литье по выплавляемым моделям | Низкий-средний (1000–15 000 долларов США) | 5–10 мкм | ±0,3–0,8 мм | 500–30 000 шт. | 2–4 мм |
Литье в песчаные формы: отправная точка для индивидуальных проектов по изготовлению алюминия
Литье в песчаные формы остается наиболее доступным методом литья алюминия для индивидуальных, мелкосерийных работ или изготовления прототипов. Зеленый песок (смесь кварцевого песка, бентонитовой глины и влаги) набивают вокруг деревянного или уретанового рисунка, рисунок удаляют, а в полость заливают расплавленный алюминий — обычно при температуре 660–720°С. Время цикла меньше по сравнению с литьем под давлением, но верхнего предела размера практически нет. Завод GM Casting в Дефайансе, штат Огайо, отливает алюминиевые блоки двигателей весом более 40 кг каждый, используя автоматизированные линии для формования спичечных пластин, демонстрируя, что при правильном оснащении литье в песчаные формы выходит за рамки любительского использования.
Для литейных проектов на приусадебном участке зеленый песок можно недорого смешать и повторно использовать. Базовая установка опоки, состоящей из двух частей, может дать отличные результаты с такими сплавами, как А356 или 319. Критической переменной является содержание влаги: слишком влажная среда приводит к паровой пористости; слишком сухой разрушается. Цель примерно 2–4% влаги по весу , легко проверяется пинч-тестом.
Литье под высоким давлением: объем, точность и тонкие стенки
HPDC впрыскивает расплавленный алюминий в матрицу из закаленной стали под давлением 10–175 МПа , заполняя полость за миллисекунды. Этот процесс исключительно быстр — время цикла 30–120 секунд является обычным для деталей средней сложности — и позволяет производить детали почти идеальной формы с толщиной стенок всего 0,8 мм в оптимизированных конструкциях. Автомобильный сектор является доминирующим пользователем. По данным Алюминиевой ассоциации, примерно 75% всего автомобильного алюминиевого литья производятся с помощью HPDC, включая картеры двигателей, корпуса трансмиссии и, все чаще, крупные структурные компоненты, производимые на мегалитейных машинах (гига-прессах) с усилием смыкания до 9000 тонн - технология, впервые разработанная Tesla и теперь принятая Toyota, Volvo и другими.
Основным недостатком HPDC является пористость: захват воздуха во время быстрого заполнения создает микроскопические пустоты, которые могут поставить под угрозу структурную целостность и помешать термообработке. Литье под давлением в вакууме (VADC) значительно снижает этот показатель, обеспечивая термообработку Т6 и повышая предел прочности на разрыв выше 300 МПа даже для вторичных кремниевых сплавов.
Алюминиевые литейные сплавы — подбор материала в соответствии с требованиями проекта
Не все алюминиевые сплавы льются и работают одинаково. Литейные алюминиевые сплавы обозначаются четырехзначной системой (например, А380, А356, 319), в которой указываются их основные легирующие элементы и состав. Выбор сплава влияет на текучесть, стойкость к горячему разрыву, механическую прочность, коррозионную стойкость и обрабатываемость — все эти показатели существенно различаются в зависимости от семейства сплавов.
А380
А380 — The All-Purpose HPDC Workhorse
А380 (Al-Si8.5Cu3.5) accounts for over 85% всех отливок алюминия под давлением в Северной Америке, по данным Алюминиевой ассоциации. Высокое содержание кремния (7,5–9,5%) обеспечивает превосходную текучесть и минимальную усадку, а добавки меди повышают прочность на разрыв до 317 МПа в литом состоянии. Не подходит для анодирования (содержание меди вызывает появление пятен), но отлично переносит порошковое покрытие и краску. Используется для корпусов электроники, автомобильных кронштейнов, корпусов электроинструментов и пневматических коллекторов.
A356
A356 — Структурный и внешний вид сплава
A356 (Al-Si7Mg0,3) является стандартным выбором для проектов с использованием песка и постоянных форм, где планируется термообработка Т6. После обработки раствором при 538°C и искусственного старения при 154°C A356-T6 обеспечивает прочность на разрыв 262 МПа и предел текучести 186 МПа. — существенно лучше, чем фактические значения. Низкое содержание меди означает, что он подвергается чистому анодированию, что делает его популярным для изготовления архитектурных отливок, осветительных приборов, колес послепродажного обслуживания и корпусов аэрокосмической отрасли. Отличная свариваемость сплава является второстепенным преимуществом при ремонте или производстве.
319
319 — Автомобильное и общее машиностроение
319 (Al-Si6Cu3,5) — традиционный выбор для отлитых в песчаную форму компонентов двигателя — головок цилиндров, впускных коллекторов и картеров трансмиссии. Содержание меди обеспечивает хорошую прочность при повышенных температурах, что важно, когда рабочая среда превышает 150°C. Ford, GM и Chrysler на протяжении десятилетий использовали сплавы семейства 319 в толкателях и головках двигателей с верхним расположением валов. Сплав обрабатывается чисто и достаточно хорошо воспринимает жесткое анодирование, если содержание меди контролируется до нижнего предела спецификации.
535
535 (Алмаг 35) — Морские и коррозионностойкие проекты
Для проектов, подвергающихся воздействию соленой воды или сред с высокой влажностью — морское оборудование, прибрежные архитектурные элементы, оборудование для химической обработки — 535 (Al-Mg6,8) обеспечивает исключительную коррозионную стойкость, хорошую свариваемость и естественный блеск после анодирования. Низкое содержание кремния затрудняет литье (повышает чувствительность к горячему разрыву) и требует тщательного проектирования литников и контролируемой температуры заливки. Предел прочности при растяжении в литом состоянии составляет приблизительно 240 МПа , сравнимый с А356-Т6 без необходимости термообработки.
Реальные примеры проектов по литью алюминия в разных отраслях
Размах проектов по литью алюминия в активном производстве шире, чем думает большинство людей. Приведенные ниже примеры охватывают контексты любительской, промышленной, архитектурной и потребительской продукции, каждый из которых содержит соответствующие данные о процессах и сплавах.
01
Литейная мастерская на заднем дворе: защита и валик ножа из литого в песок алюминия
Популярный проект начального уровня по литью алюминия в сообществе производителей включает в себя защиту ножей, защиту пальцев и валики для нестандартных лезвий, отлитые в песчаные формы. Детали небольшие (обычно менее 50 г), геометрически простые и допускают шероховатость поверхности, типичную для литья в сырые песчаные формы. Хорошо подойдут поршни A356 или лома (часто из сплава 4032). Температура плавления должна поддерживаться на уровне 700–730°С для обеспечения полного заполнения без чрезмерного поглощения газа. Финишная обработка наждачной бумагой с зернистостью от 120 до 600 с последующей полировкой позволяет добиться почти зеркального вида без термической обработки после литья.
02
Архитектурное алюминиевое литье: колпаки колонн, перила и декоративные панели
Проекты архитектурного литья алюминия имеют долгую историю: алюминиевый колпак на памятнике Вашингтону, установленный в 1884 году, остается одним из первых зарегистрированных применений прецизионного алюминиевого литья. В современных архитектурных проектах используются постоянные формы или литье в песчаные формы из сплавов А356 или 535. Типичные области применения включают декоративные лестничные перила, декоративные капители колонн, фасадные панели зданий и нестандартную дверную фурнитуру. Анодирование — особенно анодирование с твердым покрытием толщиной 25–50 мкм — обеспечивает надежную, не требующую особого ухода защиту от коррозии, которую можно покрасить в соответствии с проектными спецификациями. Несколько производителей в регионе побережья Мексиканского залива поставляют архитектурные элементы, отлитые из песка, со сроками поставки 4–8 недель для индивидуальных моделей .
03
Автомобильная промышленность: блоки двигателей HPDC и конструкционные отливки
В современных двигателях компактных автомобилей практически повсеместно используются блоки из алюминиевого сплава. Рядный шестицилиндровый двигатель BMW N52, представленный в 2004 году, использует магниево-алюминиевый композитный блок с литым алюминиевым основанием и картером, производным от A380. 10 кг от более раннего двигателя с железным блоком. Современные конструкции лотков для аккумуляторов электромобилей, такие как те, которые используются на платформах Rivian и Hyundai Ioniq, представляют собой многополые алюминиевые отливки HPDC со встроенными каналами охлаждения, объединяющие до семи ранее отдельных штампованно-сварных деталей в единую отливку сетчатой формы. Такое уплотнение сокращает время сборки и повышает жесткость конструкции при уменьшении массы примерно на 30% по сравнению с эквивалентными стальными конструкциями.
04
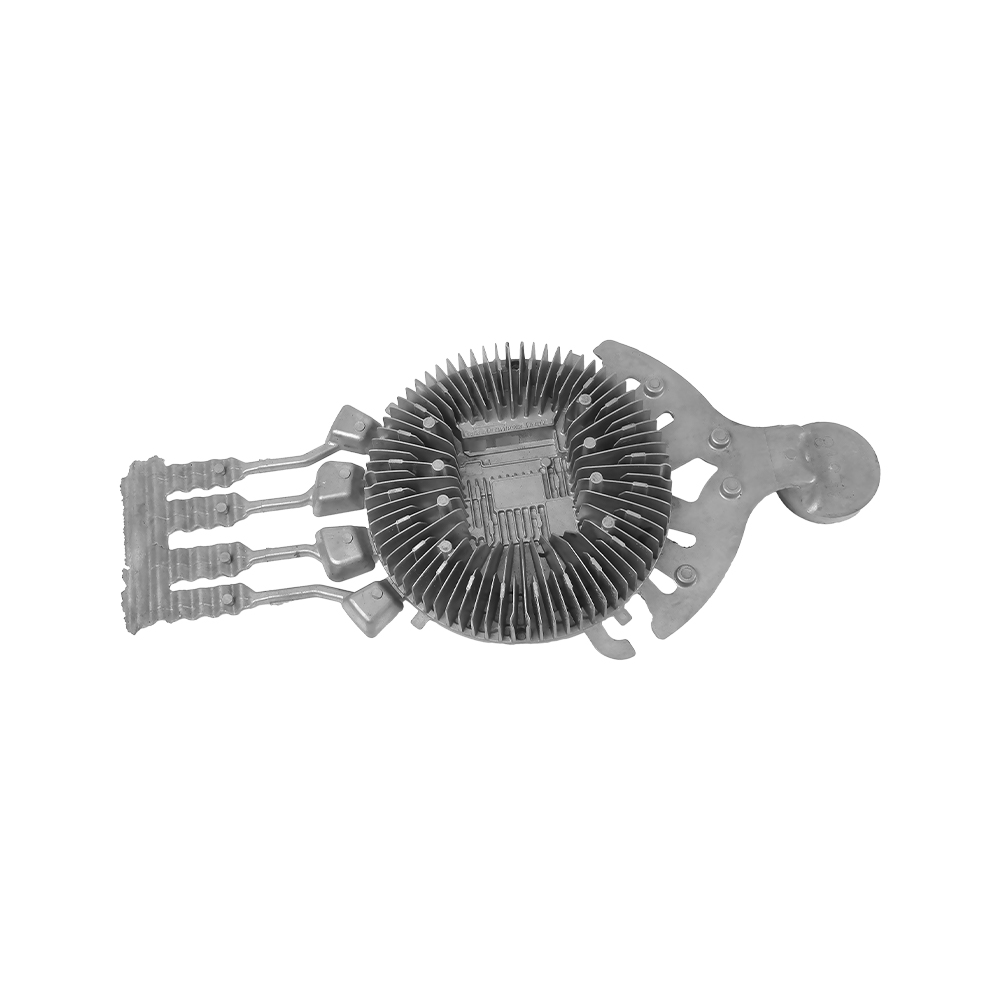
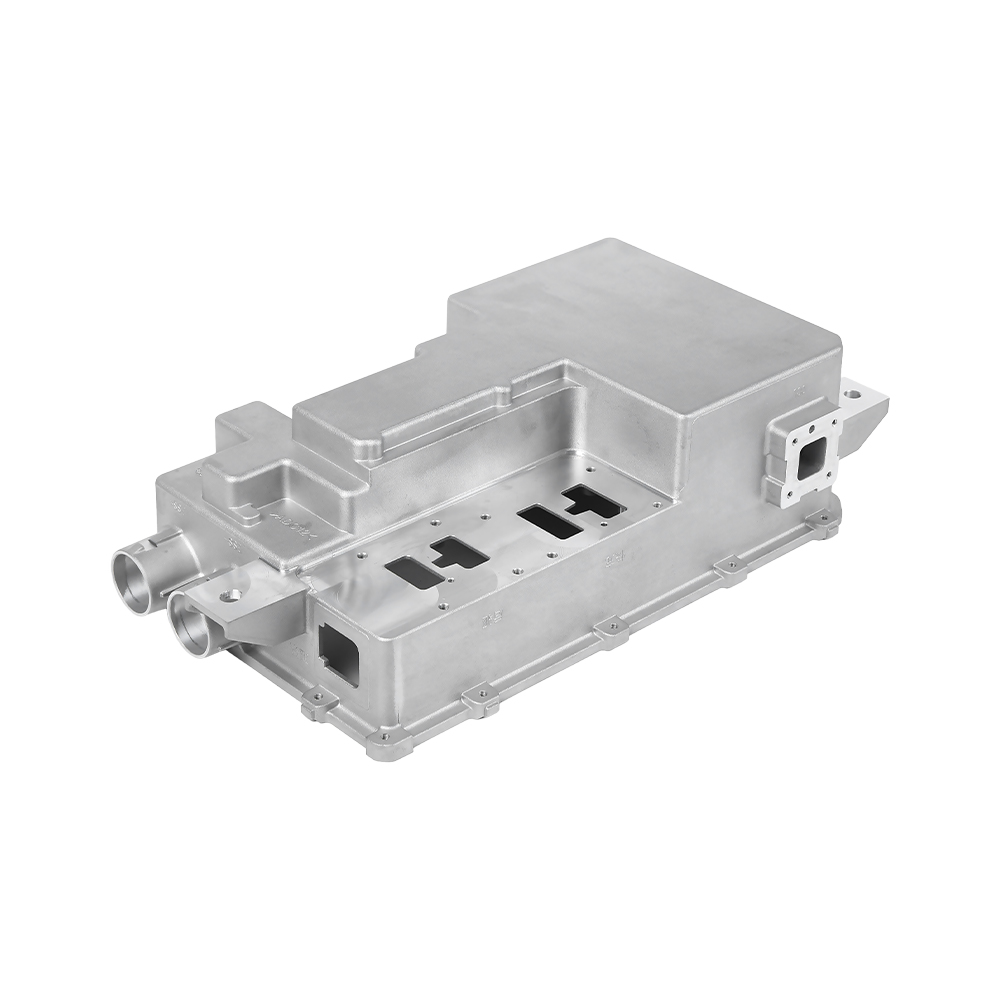
Корпуса для электроники: управление температурным режимом посредством литья
Мощная электроника — приводы двигателей, инверторы, усилители базовых станций связи, драйверы светодиодов — часто использует алюминиевое литье для корпусов, поскольку этот материал выполняет двойную функцию: корпуса и радиатора. Корпуса A380 HPDC со встроенными ребрами достигают значений термического сопротивления 0,5–1,5°С/Вт при естественной конвекции, достаточной для многих промышленных применений без принудительной подачи воздуха. Для радиочастотного экранирования толщина стенок A380 3–5 мм обеспечивает эффективное затухание на частотах выше 500 МГц. Литье по выплавляемым моделям предпочтительнее, когда для охлаждаемых пластин с жидкостным охлаждением необходима сложная геометрия внутренних каналов потока.
05
Аэрокосмическая промышленность: конструктивные кронштейны и корпуса, отлитые по выплавляемым моделям
Литье по выплавляемым моделям из сплавов A356 или A357 является стандартной практикой для кронштейнов планера, корпусов авионики и гидравлических коллекторов, где сложность геометрии и жесткие допуски исключают механическую обработку как экономически эффективный вариант. Типичные алюминиевые отливки, используемые в самолетах, достигают допуски на размеры ±0,13 мм и чистота поверхности Ra 3,2 мкм без дополнительной механической обработки. Этот процесс позволяет получить подрезы, тонкие стенки и органические контуры, которые невозможно получить при литье в песчаные формы. Такие компании, как Precision Castparts и Hitchiner Manufacturing, поставляют такие отливки из аэрокосмического алюминия для платформ Boeing, Airbus и Lockheed Martin.
06
Искусство и скульптура: проекты литья алюминия из пенопласта
Литье по выплавляемым моделям популярно среди скульпторов и художников, поскольку пенополистиролу можно придавать форму, вырезать и собирать без какого-либо угла наклона или стержневого ящика — пена поглощается расплавленным алюминием во время заливки, оставляя точную копию оригинальной модели. Общественные художественные литейные предприятия в таких городах, как Чикаго и Портленд, предлагают открытый доступ к сеансам заливки алюминия из пенопласта. Выбор сплава менее важен для чисто декоративных деталей; вторичный лом A380 или 383 дает адекватные результаты с хорошей текучестью. Для заливки обычно используют 2–4 мм sprue and riser system относительно объема детали, чтобы обеспечить полное заполнение тонких скульптурных элементов.
Правила проектирования, предотвращающие дефекты в проектах по литью алюминия
Большинство дефектов алюминиевого литья проектируются, а не изготавливаются. Следование установленным рекомендациям по проектированию для литья (DFC) на этапе CAD позволяет устранить большинство неисправностей, связанных с пористостью, холодным закрытием, неправильным запуском и горячим разрывом еще до того, как будет вырезана одна форма. Следующие правила широко применяются к процессам литья в песчаные формы, постоянные формы и литья под давлением, с учетом особенностей процесса.
Равномерность толщины стенки
Неравномерная толщина стенок создает разную скорость охлаждения, которая приводит к усадочной пористости в направлении области затвердевания последней. Рекомендуемая цель проектирования — изменение толщины стенки не более 2:1 между соседними секциями . Там, где неизбежны тяжелые бобышки или фланцы, удаление сердцевины из материала или сглаживание переходов с большими радиусами снижает термическую разницу масс. Для HPDC целевая номинальная толщина стенки 2–4 мм для большинства конструктивных применений; стенки выше 6 мм начинают накапливать газовую пористость, если не использовать вакуумное заполнение.
Скругления и радиусы во всех внутренних углах
Острые внутренние углы концентрируют напряжение и создают горячие точки во время затвердевания. Минимальный внутренний радиус скругления 1,5 × толщина стенки рекомендуется рекомендациями ASM International по проектированию алюминиевого литья. Даже радиус в 1 мм значительно снижает коэффициент концентрации напряжений по сравнению с действительно острым углом. Внешние углы могут быть более острыми (минимальный радиус 0,5 мм), но никогда не должны быть полностью квадратными в литом алюминии.
Углы уклона для освобождения пресс-формы
Для всех поверхностей, параллельных направлению вытяжки формы, требуются углы уклона. Стандартные минимумы 1–2° для литья в песчаные формы, 1–3° для постоянной формы и 0,5–1,5° для HPDC. на внешних поверхностях (на внутренних поверхностях чуть больше, поскольку отливка усаживается на стержни). Недостаточная вытяжка приводит к износу матрицы, поломке стержня и затруднению извлечения, что в конечном итоге приводит к повреждению отливки. Поверхности, обращенные к форме, не должны иметь уклона; четко укажите на чертеже, в каком направлении расположена плоскость разъема.
Литье и подъем для направленной затвердевания
Хорошая конструкция литника подает жидкий металл постепенно от тонких к толстым секциям, гарантируя, что самые тяжелые области остаются соединенными с резервуаром с жидкостью — стояком — до полного затвердевания. Правило Чворинова (время затвердевания пропорционально (Объем/Площадь поверхности)²) определяет размер стояка: стояк должен иметь модуль не ниже в 1,2 раза больше, чем у самой тяжелой секции оно кормит. Программное обеспечение для моделирования, такое как MAGMASOFT, Flow-3D и ProCAST, широко используется для проверки конструкции литников и стояков перед резкой производственной оснастки, что значительно снижает затраты на пробы и ошибки.
Конструкция резьбы и вставки из литого алюминия
Литой алюминий слишком мягок для нарезания прямой крупной резьбы в крепежных изделиях с сильным затягиванием. Варианты включают: (1) литье в стальные или латунные резьбовые вставки — продукты Heli-Coil и E-Z Lok популярны для модернизации; (2) использование обработанной резьбы после литья по меньшей мере Длина зацепления 1,5× диаметра резьбы ; или (3) указание установки ультразвуковой вставки для конструкций, прилегающих к термопласту. Детали HPDC могут включать в себя сверлильные отверстия диаметром минимум 2,0 мм при тщательном проектировании штампа, что снижает требования к сверлению после литья.
Контроль качества расплава — шаг, который большинство новичков упускают из виду при литье алюминия
Качество расплавленного алюминия в месте разливки определяет потолок качества готовой отливки. Идеально спроектированная деталь, отлитая из плохо подготовленного металла, все равно будет иметь пористость, оксидные включения и пониженные механические свойства. Опытные операторы литейного производства относятся к подготовке расплава так же серьезно, как и к проектированию пресс-формы.
Водородная пористость: наиболее распространенный дефект алюминиевого литья
Алюминий легко растворяет водород в жидком состоянии — жидкий алюминий при 750°C может удерживать примерно 0,65 см³ на 100 г металла , по сравнению с всего лишь 0,034 см³ на 100 г в твердом состоянии (по данным Алюминиевой ассоциации). Когда расплав затвердевает, подавляющее большинство растворенного водорода выбрасывается и образует микроскопические пузырьки — пористость — по всей отливке. Основными источниками водорода являются атмосферная влага, влажный лом, нефтесодержащие отходы и влажный флюс.
Дегазация сухим азотом или аргоном с помощью роторной дегазационной установки (процесс SNIF или аналогичный) снижает содержание растворенного водорода до уровня ниже 0,10 см³ на 100 г в коммерческой практике — значительно ниже порога видимой пористости в большинстве форм отливок. Любители, не имеющие ротационного оборудования для дегазации, могут использовать таблетки гексахлорэтана (при соответствующей вентиляции — в процессе образуется газообразный хлор) или просто минимизировать воздействие влаги на расплав, предварительно нагревая все инструменты и держа крышки печи закрытыми.
Оксидные включения и практика флюсов
Алюминий мгновенно окисляется на воздухе, образуя тонкую, но стойкую пленку из оксида алюминия (Al₂O₃). Турбулентная разливка складывает эту оболочку в расплав, создавая оксидные бипленки, которые действуют как места зарождения трещин в затвердевшей отливке. Покойный профессор Джон Кэмпбелл из Бирмингемского университета провел десятилетия, документируя, как оксидные бипленки являются основной причиной разброса механических свойств большинства алюминиевых отливок — изменчивость прочности на разрыв на 30–40% в идентичных отливках часто связана с распределением бипленок.
Практические меры противодействия включают: ковши с нижней разливкой вместо ковшей с верхней разливкой, пенокерамические фильтры в литниковой системе (20–30 ppi для алюминия), уменьшенную высоту разливки и контролируемую скорость разливки, а также минимизацию турбулентности на входе в форму. Добавки флюсов (покрывающие флюсы, такие как смеси хлорида калия и хлорида натрия) защищают поверхность расплава от атмосферного окисления между плавками и помогают объединить частицы оксидов для снятия пены перед разливкой.
Контроль температуры и перегрев
Большинство алюминиевых литейных сплавов имеют температуру ликвидуса между 555°С и 615°С . Заливка при чрезмерном перегреве (более чем на 80–100°С выше ликвидуса) увеличивает газопоглощение, образование оксидов и эрозию матрицы в ЛВД. Слишком холодная заливка приводит к сбоям в работе и холодным закрытиям — областям, где передняя часть металла затвердевает перед заполнением формы. Оптимальная температура заливки для большинства применений составляет от 680°С и 740°С , причем температура формы также играет важную роль: постоянные формы для алюминия обычно предварительно нагреваются до 200–350 ° C.
Операции после литья: термообработка, механическая обработка и чистовая обработка поверхности.
Большинство проектов по литью алюминия требуют хотя бы некоторых работ после литья. Операции ниже представлены в том порядке, в котором они обычно выполняются в рабочей среде.
Шаг 1
Дегирование и встряска
Отливки из песка вытряхивают из формы после затвердевания (обычно в течение 5–30 минут в зависимости от веса детали). Полозья и стояки удаляются путем распиливания, шлифования или гидравлического разрушения. Детали HPDC обрезаются на специальном обрезном штампе, который срезает заусенцы и направляющие за один ход пресса, время цикла составляет 5–15 секунд на деталь. Линия разъема на отливках из песка обычно требует ручной шлифовки, чтобы она слилась заподлицо с поверхностью отливки.
Шаг 2
Термическая обработка (если указано)
Обозначение отпуска Т6 — термообработка на твердый раствор с последующим искусственным старением — является наиболее широко используемой термообработкой алюминиевых отливок. Для А356:
- Обработка раствором: 538°C ± 6°C в течение 4–12 часов (в зависимости от толщины среза).
- Закалка: вода при температуре 60–80°C (теплая закалка сводит к минимуму искажения остаточного напряжения)
- Возраст: 154°C ± 6°C в течение 6–12 часов.
Эта последовательность растворяет осадки Mg₂Si в раствор, а затем повторно осаждает их в виде мелкой дисперсии, которая препятствует движению дислокаций, увеличивая предел текучести примерно с От 83 МПа (отпуск F) до 186–207 МПа (отпуск Т6) .
Шаг 3
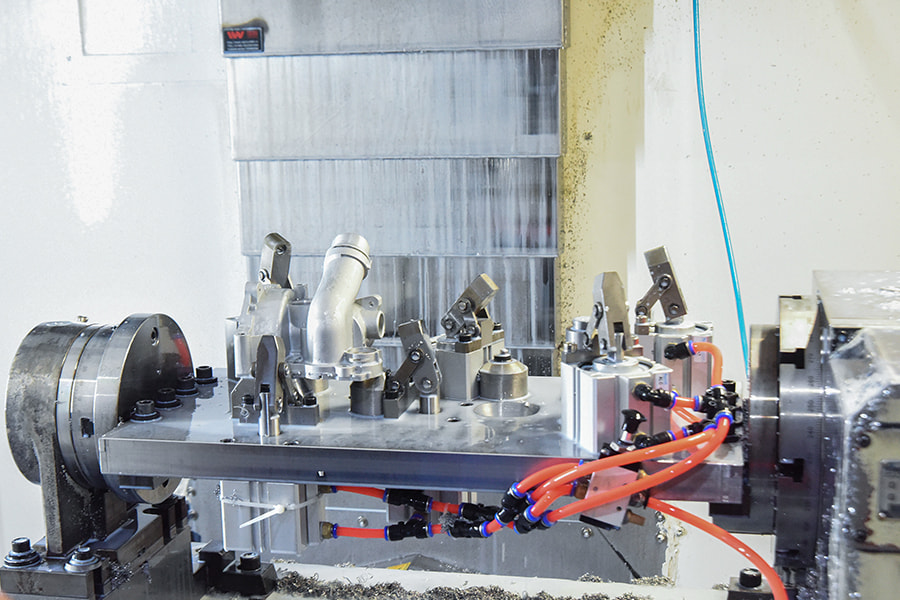
Обработка критических поверхностей с ЧПУ
Станки из литого алюминия исключительно хороши — срок службы инструмента обычно В 10–20 раз дольше при обработке алюминия по сравнению со сталью при эквивалентной нагрузке стружкой. При высокоскоростной обработке литого алюминия с ЧПУ используются твердосплавные инструменты, скорость резания 300–600 м/мин (поверхностные футы в минуту: 1000–2000), а также проточная СОЖ или смазка минимальным количеством (MQL). Базовые элементы, обработанные на отливке — площадки, отверстия и установочные отверстия — определяют систему отсчета для всех последующих операций обработки. Для крупносерийных деталей HPDC в автомобильных литейных цехах обычно используются специальные автоматические линии с временем цикла менее 60 секунд на деталь.
Шаг 4
Варианты обработки поверхности алюминиевых отливок
Диапазон вариантов отделки проектов литья алюминия широк:
- Анодирование: Электрохимическое окисление, при котором образуется плотный слой оксида алюминия толщиной 5–25 мкм (тип II) или 25–100 мкм (твердый анод типа III). Обеспечивает превосходную устойчивость к коррозии и износу. Лучше всего использовать сплавы A356 или 535.
- Порошковое покрытие: Электростатическое нанесение порошка термореактивного полимера, отверждаемого при температуре 160–200°С. Отличная устойчивость к ультрафиолетовому излучению, широкий цветовой диапазон, экономичность для средних и больших объемов. Совместим со всеми литейными сплавами.
- Хроматное конверсионное покрытие: Трехвалентный хромат (алодин/иридит) обеспечивает защиту от коррозии и грунтовку для адгезии краски в аэрокосмической и оборонной промышленности. Соответствует RoHS для трехвалентных составов.
- Дробеструйная очистка и вибрационное удаление заусенцев: Механическая обработка, которая удаляет заусенцы, улучшает внешний вид поверхности и может использоваться для создания сжимающих остаточных напряжений (вариант дробеструйной обработки), что увеличивает усталостную долговечность до 30%.
- Химическое никелирование: Наносит равномерный никель-фосфорный слой толщиной 10–50 мкм, который значительно повышает твердость (500–700 HV после термообработки) и износостойкость, используемый для форм, втулок и поверхностей скольжения.
Структура затрат на проекты литья алюминия — что влияет на цену
Понимание факторов затрат помогает инженерам проектов принимать более обоснованные решения по выбору процессов и дает командам по закупкам основу для оценки предложений от поставщиков отливок.
Устранение распространенных дефектов алюминиевого литья
Даже опытные литейщики сталкиваются с дефектами. В таблице ниже показаны наиболее распространенные дефекты алюминиевого литья, их основные причины и меры по устранению.
| Дефект | Внешний вид | Основная причина | Корректирующие действия |
|---|---|---|---|
| Газовая пористость | Круглые пустоты, гладкие стены, случайное распределение. | Растворенный водород в расплаве | Дега плавится; высушить всю оснастку и лом; уменьшить перегрев |
| Усадочная пористость | Неровные пустоты, шероховатые стены, в тяжелых секциях | Недостаточное кормление/подъем | Увеличьте размер стояка; добавить озноб в тяжелые разделы; редизайн для единой стены |
| Холодное закрытие | Линейный шов на поверхности, слабый интерфейс | Два металлических фронта, остывшие перед встречей | Увеличить температуру заливки; улучшить шлюзование, чтобы объединить потоки раньше |
| Горячее разрывание | Рваная трещина при смене скругления или сечения | Термическое напряжение на поздней стадии затвердевания | Увеличить радиусы скруглений; добавить гибкость ядрам; подогреть форму |
| Оксидные включения | На обработанном участке видны темные полосы или пленки. | Турбулентное разлив, складчатая оксидная пленка | Уменьшить высоту заливки; используйте пенокерамический фильтр; избегайте переплавки шлака |
| неправильное выполнение | Неполная заливка, закругленные неполные края | Металл слишком холодный, тонкий срез, плохая вентиляция. | Увеличить температуру заливки; утолщать тонкие стенки; добавить вентиляционные отверстия в форму |
Экологичное алюминиевое литье — переработка, энергетика и циркулярная экономика
Алюминий является наиболее поддающимся вторичной переработке конструкционным металлом из общего использования, и это свойство фундаментально меняет расчет устойчивости проектов алюминиевого литья по сравнению с альтернативами из стали или цинка. Для переработки алюминия требуется всего лишь 5% энергии, необходимой для производства первичного алюминия из бокситовой руды — примерно 2–3 кВтч/кг для вторичного производства против 45–55 кВтч/кг для первичного производства (данные Международного института алюминия, 2023 г.). Разница в углеродном следе столь же разительна: вторичный алюминий генерирует примерно 0,5–1,0 кг CO₂ на кг металла по сравнению с 8–12 кг CO₂ на кг при первичной плавке на угле.
Кончено 75% всего когда-либо произведенного алюминия используется до сих пор. По данным Алюминиевой ассоциации. Автомобильный сектор имеет самый высокий уровень переработки алюминия среди всех конечных потребителей — автомобили с истекшим сроком эксплуатации представляют собой плотный, изолированный источник чистого лома литейных сплавов, который возвращается на вторичное производство сплавов HPDC с минимальным ухудшением качества. Такая эффективность замкнутого контура является одной из причин, по которой автопроизводители называют алюминиевое литье конструктивным выбором, обеспечивающим устойчивое развитие, даже на энергоемких автомобильных платформах.
Что касается литейного производства, рекуперация энергии из отходящих газов печи, мониторинг химического состава расплава в режиме реального времени для минимизации циклов переплавки и футеровка печей из керамического волокна, которая снижает тепловые потери на 15–25% по сравнению со старыми огнеупорными конструкциями, — все это способствует снижению воздействия на окружающую среду на современных предприятиях по литью алюминия. Несколько европейских литейных заводов, в том числе Rheinfelden Alloys и Novelis, взяли на себя обязательство к 2030 году перейти к углеродно-нейтральному производству алюминиевого литья за счет сочетания возобновляемых источников энергии и компенсационных программ.
Новые тенденции в алюминиевом литье — что меняет отрасль
В отрасли алюминиевого литья происходят значительные технические изменения, вызванные электрификацией, цифровым производством и разработкой новых сплавов. Понимание этих тенденций актуально для всех, кто планирует многолетние программы литья алюминия.
Мега-литье и структурная интеграция
Использование Tesla прессов Giga мощностью 6000 и 9000 тонн для отливки целых задних секций днища электромобиля в виде единой отливки алюминия под давлением — замена 70–100 отдельных штампованных и сварных деталей — вызвало значительный интерес во всей автомобильной промышленности. Об аналогичных программах объявили Toyota, Volvo, General Motors и несколько китайских OEM-производителей. Для отливок используется специальное литье под высоким вакуумом из сплавов Al-Si-Mg, специально разработанных для структурного мега-литья, обеспечивающее удлинение более 10% и прочность на разрыв более 250 МПа в отлитом виде без термической обработки. Эта разработка коренным образом меняет экономику производства кузовных конструкций объёмами более 100 000 единиц в год.
3D-печатные песчаные формы и стержни
Струйная печать форм из кварцевого песка с использованием связующего вещества (с использованием систем ExOne/Desktop Metal, Voxeljet и Viridis3D) устранила этап изготовления модели из литья в песчаные формы, что позволило производить штучные сложные алюминиевые отливки с внутренними проходами, которые геометрически невозможно вырезать обычными методами. Время выполнения заказа от файла САПР до первой отлитой детали теперь сокращено. 3–5 рабочих дней с печатными песчаными формами по сравнению с 4–8 неделями для традиционных моделей и инструментов. Ford, John Deere и несколько аэрокосмических компаний используют печатные песчаные формы для прототипов и мелкосерийного производства алюминиевых отливок, при этом стоимость деталей конкурентоспособна по сравнению с механически обработанными альтернативами для сложной геометрии.
Мониторинг процессов в реальном времени и контроль качества с помощью искусственного интеллекта
Массивы датчиков, встроенные в машины для литья под давлением, теперь фиксируют профили давления выстрела, температуру поверхности матрицы и данные о скорости металла с разрешением в миллисекунды. Модели машинного обучения, обученные на исторических данных о дефектах, могут прогнозировать усадочную пористость и вероятность холодного закрытия по сигнатурам профиля выстрела до того, как деталь будет удалена из штампа, что позволяет автоматически отклонять выстрелы, не соответствующие техническим характеристикам, без рентгеновского контроля. Отчеты нескольких поставщиков автомобильного литья первого уровня снижение процента брака на 30–50% после развертывания таких систем мониторинга в реальном времени, что напрямую приводит к снижению затрат и улучшению показателей устойчивости.
Разработка сплавов для управления температурным режимом электромобилей
Для охлаждающих пластин аккумуляторов электромобилей требуются алюминиевые литейные сплавы с высокой теплопроводностью, превосходной герметичностью (отсутствие пористости) и способностью образовывать паяные соединения. Стандарт A380 имеет теплопроводность примерно 96 Вт/м·К — адекватно, но не оптимально. Новые сплавы семейства Al-Si-Mg с контролируемым содержанием железа и меди разрабатываются такими компаниями, как Novelis, Constellium и Impol, для достижения проводимости выше 160 Вт/м·К в литом состоянии, что позволяет создавать более компактные и эффективные аккумуляторные системы с жидкостным охлаждением. Это активная область исследований сплавов, в которой в 2022–2024 годах было подано множество патентов.
Часто задаваемые вопросы о проектах литья алюминия
Какой алюминиевый сплав лучше всего подходит для первого литья?
Для новичков, использующих печь на заднем дворе и формы из зеленого песка, отличными отправными точками станут переработанные поршни (обычно из сплава 4032 или 2618) или чистый слиток A356. Оба имеют хорошую текучесть при типичных температурах заливки 700–730°C, и ни один из них не содержит значительно токсичных легирующих добавок. A356 немного более не боится влаги в песке, поскольку содержание в нем кремния улучшает текучесть даже при более низких температурах. Избегайте неизвестных отходов электроники или деталей с покрытием — загрязнения от припоя, литья под давлением цинка или гальванического покрытия могут выделять токсичные пары и ухудшать качество литья.
Как предотвратить пористость алюминиевых отливок?
Пористость имеет две основные причины: растворенный водород (газовая пористость) и недостаточная подача усадки (усадочная пористость). Чтобы устранить газовую пористость, держите все материалы формы и металл сухими, используйте покрывающий флюс и дегазируйте расплав перед заливкой. Чтобы решить проблему усадочной пористости, убедитесь, что ваш стояк достаточно велик, чтобы оставаться жидким после затвердевания отливки — модуль упругости стояка должен превышать модуль самого тяжелого сечения отливки как минимум на 20%. Охладители, расположенные рядом с тяжелыми секциями, также помогают ускорить местное затвердевание и снизить потребность в усадке.
Какова минимальная толщина стенки при литье алюминия?
Минимальная толщина стенки зависит от процесса литья. Литье под высоким давлением обеспечивает самые тонкие стенки — всего 0,8 мм в оптимизированных конструкциях штампов с высокоскоростным впрыском металла. Литье по выплавляемым моделям надежно достигает толщины 1,0–1,5 мм. Ручки для литья в постоянную форму (гравитационную форму) выдерживают минимум 2–3 мм. Для литья в песчаные формы для надежного заполнения обычно требуются стенки толщиной не менее 3–5 мм, хотя опытные литейщики достигают толщины 2 мм при изготовлении более мелких деталей при помощи сплавов с высокой текучестью кремния и хорошо литых форм.
Можно ли сваривать литой алюминий?
Да, многие алюминиевые литейные сплавы можно сваривать, но этот процесс требует осторожности. Сплавы А356 и 535 являются наиболее свариваемыми литейными сплавами. Газовая вольфрамовая дуговая сварка (GTAW/TIG) с присадочной проволокой 4043 или 5356 является стандартной практикой. Детали HPDC, содержащие A380, обычно считаются несвариваемыми в конструкционных целях из-за содержания меди и пористости газа, выделяющегося во время сварки. При сварке литого алюминия предварительно нагрейте участок до 150–200 °C, чтобы уменьшить растрескивание при термическом ударе, а для структурных соединений из A356 рекомендуется снимать напряжения после сварки при 175 °C в течение 2–4 часов.
Сколько времени занимает изготовление алюминиевых отливок?
Сроки выполнения заказа сильно различаются в зависимости от процесса и местоположения поставщика. Для отливок в песчаных формах, напечатанных на 3D-принтере (количество прототипов), время выполнения первого изделия составляет 3–10 рабочих дней достижимы от проверенных поставщиков. Обычное литье в песчаные формы с новым рисунком: 4–8 недель на изготовление шаблона плюс 1–2 недели на литье. HPDC с новым инструментом: 10–20 недель на изготовление штампов, затем объем производства через 2–4 недели. Литье по выплавляемым моделям: 8–16 недель на оснастку, 3–6 недель на производство. Ускоренные программы оснастки с более высокими затратами могут сократить эти сроки на 30–50% при использовании поставщиков премиум-класса.
В чем разница между литьем алюминия под давлением и литьем в песчаные формы?
При литье в песчаные формы используются одноразовые песчаные формы, которые разрушаются, чтобы освободить деталь, что позволяет изготавливать детали сложной геометрии, но с более низким качеством поверхности, более широкими допусками и меньшим временем цикла. При литье под давлением используются формы из закаленной стали (матрицы) и впрыскивание металла под высоким давлением, что обеспечивает превосходное качество поверхности (1–2 мкм Ra), жесткие допуски (± 0,05–0,15 мм) и очень высокую производительность (30–120 секундных циклов), но с высокими затратами на инструменты и минимальными требованиями к количеству, которые делают его неэкономичным при производстве менее 10 000 деталей. Литье в песчаные формы лучше подходит для прототипов, крупных деталей и небольших объемов; Литье под давлением превосходно подходит для крупносерийного производства компонентов малой и средней точности.
Экологично ли алюминиевое литье?
Литье алюминия с использованием вторичного (переработанного) сплава является одним из наиболее экологически безопасных доступных процессов металлообработки. Производство вторичного алюминия требует всего 5% энергии при производстве первичного алюминия и генерирует небольшую часть выбросов CO₂. Высокая перерабатываемость алюминия (коэффициент переработки в автомобильном секторе превышает 90%), а также замкнутый цикл потока материалов на многих литейных предприятиях делают его значительно более экологичным, чем процессы с использованием первичных металлов. Основными экологическими проблемами являются выбросы фторидов в результате использования флюсов (контролируемые мокрыми скрубберами на современных литейных заводах) и обращение с охлаждающей жидкостью при механической обработке.
Могу ли я анодировать детали из литого под давлением алюминия?
Стандартные сплавы HPDC, такие как A380 (который содержит 3–4% меди), не подвергаются анодированию для достижения стабильного качества — содержание меди вызывает коричневые или черные пятна в анодном слое. Для анодированных поверхностей из литого под давлением алюминия выберите сплав с низким содержанием меди, например A360 (содержание меди менее 0,6%), или специальный косметический сплав для литья под давлением. Сплавы A356 и 535 чисто анодируются и равномерно окрашиваются. Если требуется литье под давлением и указано анодирование, обратитесь к поставщику отливок, чтобы выбрать подходящий сплав с низким содержанием меди на этапе проектирования, а не обнаруживать несовместимость после изготовления оснастки.










