English
English русский
русский Español
Español
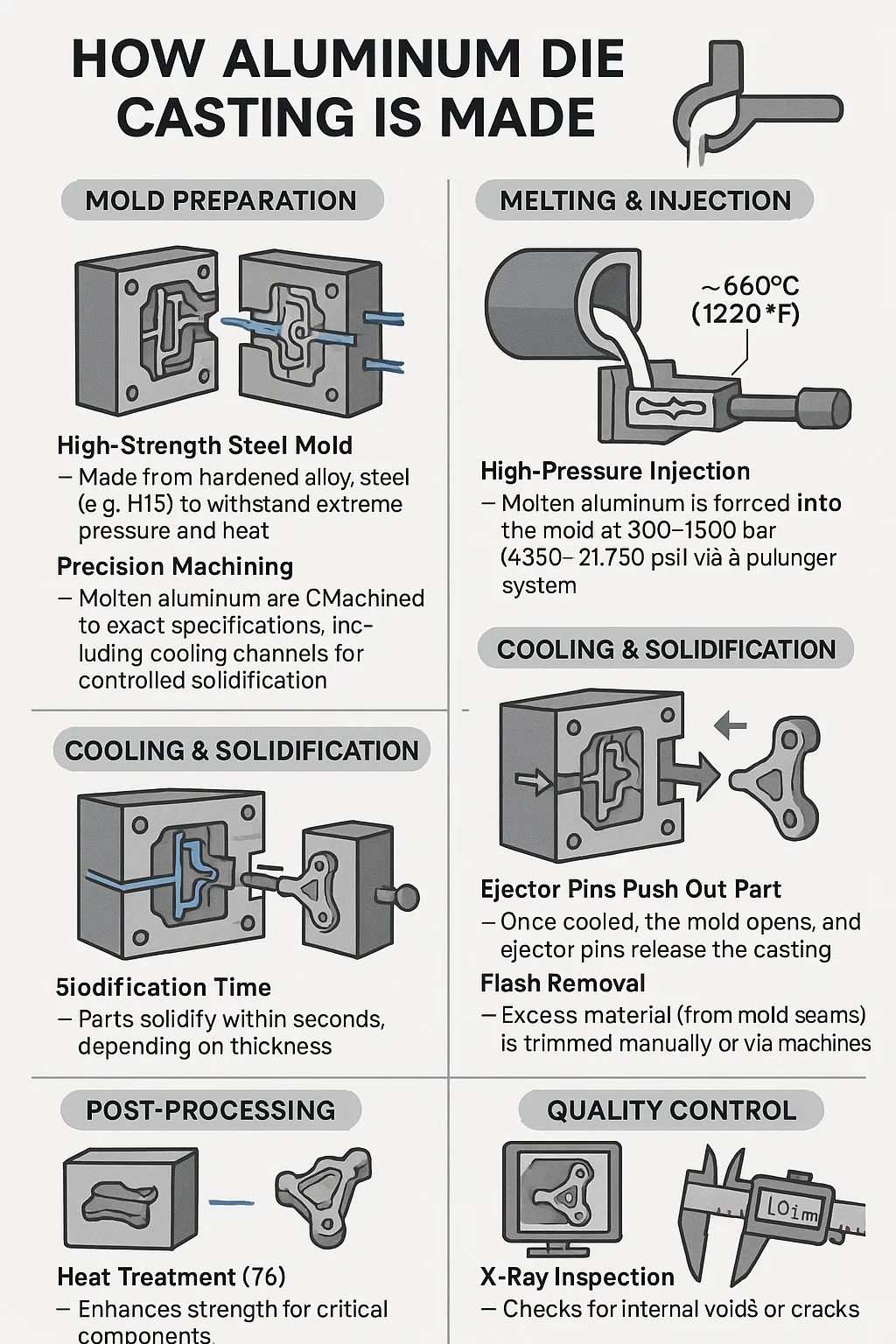
Как Алюминиевое литье сделан
1. Подготовка плесени
Высокая стальная форма-изготовленная из закаленной сплавной стали (например, H13), чтобы противостоять экстремальному давлению и тепло.
Точная обработка-полости пресс-формы с ЧПУ с точными спецификациями, включая каналы охлаждения для контролируемого затвердевания.
2. плавление и инъекция
Плавание алюминиевого сплава - специальные сплавы (например, A380 или ADC12) расплавлены при ~ 660 ° C (1220 ° F) в печи.
Инъекция высокого давления-расплавленный алюминий привязывается в форму при 300–1500 бар (4350–21 750 фунтов на квадратный дюйм) через систему плунжера.
3. Охлаждение и затвердевание
Быстрое охлаждение - водяные каналы плесени обеспечивают равномерное охлаждение, предотвращая деформацию.
Время затвердевания - детали затвердевают в течение нескольких секунд, в зависимости от толщины.
4. Выброс и обрезка
Выталкивающие штифты выталкивают часть - после охлаждения откроется плесень, а выводы выпускают литье.
Снятие вспышки - избыточный материал (из шва для плесени) обрезается вручную или через машины.
5. Пост-обработка
Тепловая обработка (T6) - повышает прочность для критических компонентов.
Поверхностная отделка - песчаная обработка, полировка или анодирование для коррозионной стойкости.
6. Контроль качества
Инспекция рентгеновского излучения-проверяет внутренние пустоты или трещины.
Размерное тестирование - гарантирует, что детали соответствуют жестким допускам (± 0,1 мм).
Ключевые проблемы и исправления
| Проблема | Причина | Решение |
| Пористость | Верхой воздух/газ | Вакуумная кастинг |
| Деформация | Неровное охлаждение | Оптимизированные каналы охлаждения плесени |
| Прилипать | Алюминиевые связи с плесенью | Усовершенствованные плесени (например, олово) |