English
English русский
русский Español
Español
Контент
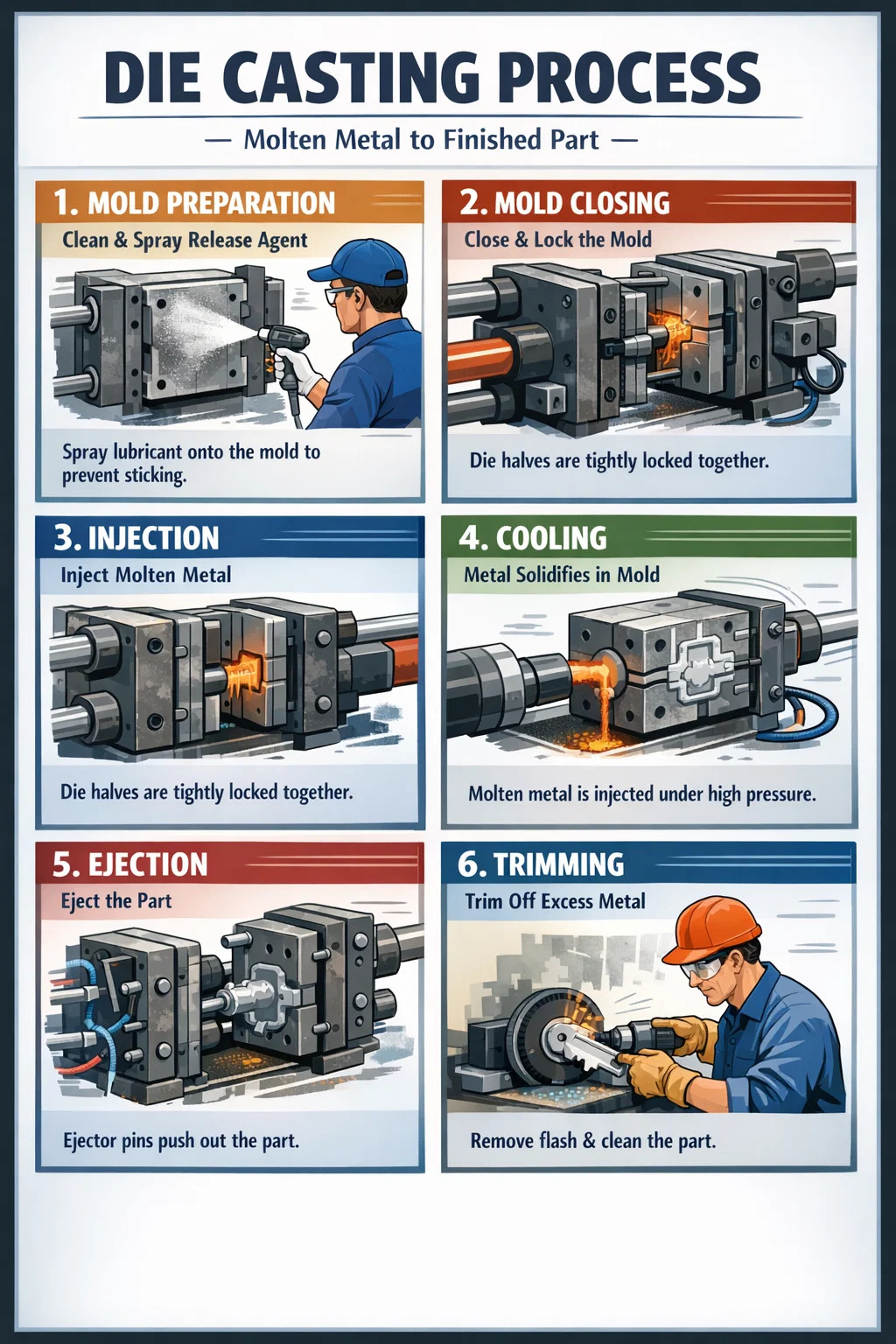
Литье под давлением это похоже на изготовление «металлических кубиков льда» или «высококлассное литье под давлением». Это процесс, при котором расплавленный металл «закачивается» под высоким давлением в прецизионную форму, а затем охлаждается для формирования твердых деталей.
1. Подготовка формы (очистка и распыление).
Перед началом работы техник очищает металлическую форму, а затем распыляет на поверхность формы разделительный состав.
Зачем это делается: это похоже на смазывание сковороды маслом перед жаркой яйца: предотвращает прилипание расплавленного металла к форме и затрудняет его удаление. Это также помогает охладить форму и защитить ее от повреждения высокой температурой.
2. Закрытие и блокировка матрицы.
Две тяжелые стальные формы плотно сомкнуты вместе.
Ключевой момент: на этом этапе машина прилагает огромную силу, чтобы зафиксировать форму. Поскольку давление очень высокое, если форма не заперта плотно, расплавленный металл будет выплескиваться из зазоров, и деталь будет испорчена.
3. Впрыск расплавленного металла (инжекция)
Этот шаг является основой литья под давлением. Расплавленный металл заливается во входное отверстие машины.
Впрыск под высоким давлением: поршень (плунжер) в машине действует как шприц, принудительно впрыскивая расплавленный металл в форму за очень короткое время. Это действие должно быть быстрым, иначе металл остынет в середине процесса, в результате чего деталь получится неполной.
4. Охлаждение и формование (охлаждение)
После того, как металл попадает в форму, тепло быстро рассеивается, поскольку сама форма имеет систему охлаждения.
Затвердевание: жидкий металл затвердевает в течение от нескольких секунд до десятков секунд (в зависимости от размера детали), снова превращаясь в твердое тело.
5. Открытие формы и удаление детали (выброс).
После полного затвердевания металла машина автоматически открывает форму.
Выталкивание детали: выталкиватели в форме выталкивают готовую деталь. В этот момент деталь еще горячая, и ее обычно подхватывает роботизированная рука или конвейерная лента.
6. Обрезка и отделка (Обрезка)
Вновь изготовленная деталь не идеальна; его края обычно имеют лишние металлические обрезки (так называемые «заглушки» или «ворота»). Удаление заусенцев: рабочие используют прессы или шлифовальные станки, чтобы срезать лишний материал, оставляя только чистый готовый продукт. Выброшенные отходы не выбрасываются; их можно расплавить в печи и использовать повторно.