English
English русский
русский Español
Español
дом / Новости / Новости отрасли / Как осуществляется литье под давлением? Процесс, методы и материалы
Контент
- 1 Короткий ответ: как работает литье под давлением
- 2 Процесс литья под давлением шаг за шагом
- 3 Литье под давлением в горячей камере и в холодной камере
- 4 Материалы, используемые при литье под давлением
- 5 Проектирование штампов и оснастка
- 6 Ключевые параметры процесса и способы их контроля
- 7 Распространенные дефекты при литье под давлением и их причины
- 8 Вариации и усовершенствованные методы литья под давлением
- 9 Литье под давлением по сравнению с другими процессами литья металлов
- 10 Отрасли и области применения, в которых преобладает литье под давлением
- 11 Чего ожидать с точки зрения допусков, качества поверхности и времени выполнения заказа?
Короткий ответ: как работает литье под давлением
Литье под давлением Это процесс формовки металла, при котором расплавленный металл впрыскивается под высоким давлением в форму из закаленной стали, называемую матрицей, и удерживается там до тех пор, пока металл не затвердеет и не примет точную форму полости. После затвердевания матрица открывается, выталкиватели выталкивают деталь, и цикл начинается снова. Одна матрица может повторить эту последовательность сотни тысяч раз, прежде чем изнашивается.
Этот процесс в основном используется со сплавами цветных металлов: алюминием, цинком, магнием и металлами на основе меди. Давление впрыска обычно варьируется от 1500 фунтов на квадратный дюйм до более 25000 фунтов на квадратный дюйм. , что позволяет литью под давлением производить детали с тонкими стенками, жесткими допусками (часто ± 0,002 дюйма) и гладкой поверхностью после литья без последующей обширной механической обработки.
Если вам нужны десятки тысяч одинаковых металлических деталей — автомобильных кронштейнов, корпусов электроники, сантехнической арматуры, компонентов бытовой техники — литье под давлением почти всегда является наиболее экономически эффективным методом производства, если вы покрыли первоначальные затраты на инструменты.
Процесс литья под давлением шаг за шагом
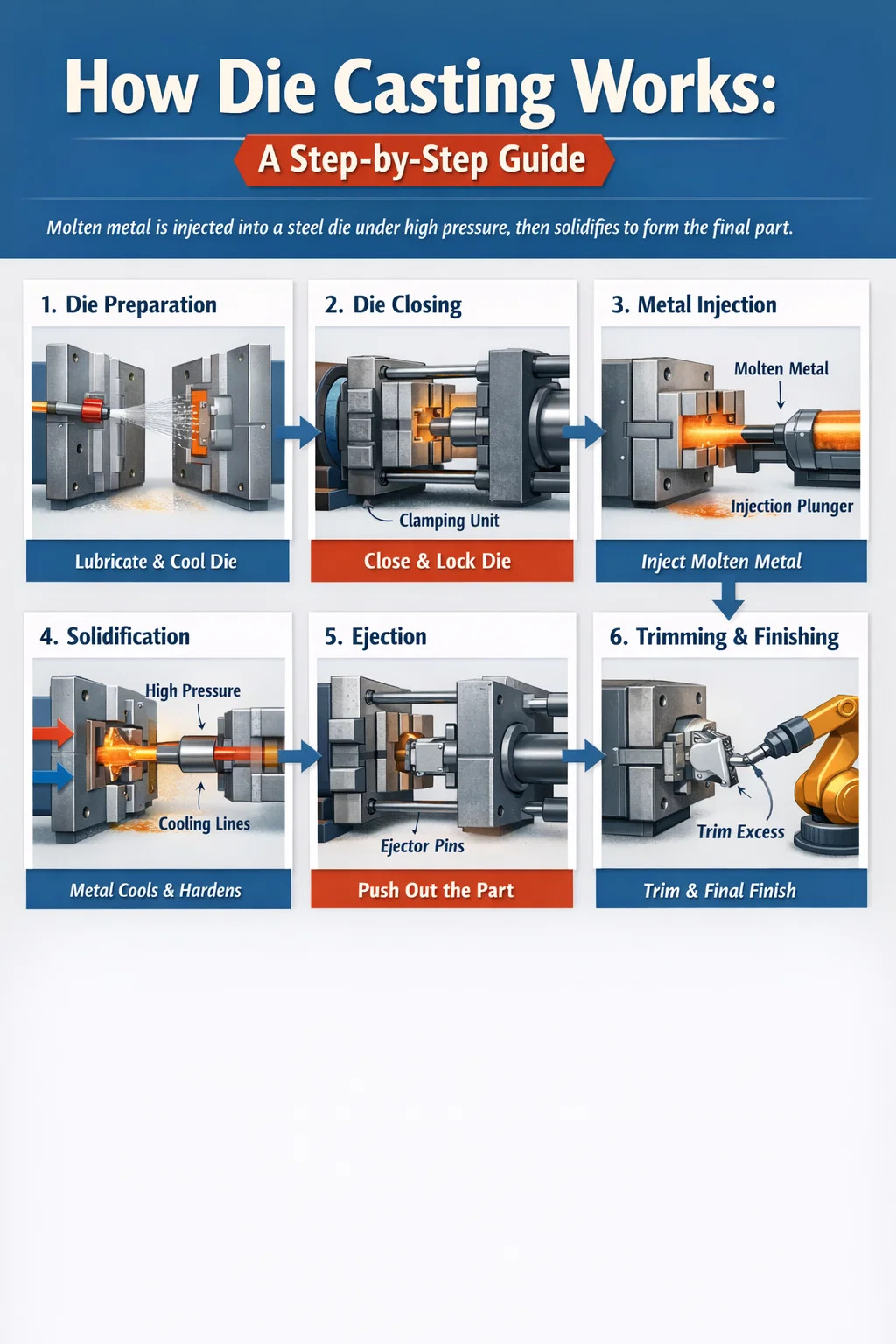
Чтобы понять, как осуществляется литье под давлением, необходимо пройти каждый этап производственного цикла. Несмотря на то, что разные машины и сплавы имеют различия, основная последовательность действий одинакова во всей отрасли.
Шаг 1 — Подготовка штампа и смазка
Перед каждым выстрелом половинки матрицы опрыскиваются смазкой или разделительным составом. Это служит двум целям: способствует чистому извлечению затвердевшей отливки без прилипания и слегка охлаждает поверхность матрицы для поддержания постоянного температурного профиля. Смазочные материалы для штампов на водной основе являются наиболее распространенным выбором в современных цехах, поскольку они уменьшают дымность и соответствуют экологическим нормам. Цикл распыления обычно занимает от двух до пяти секунд и автоматизирован на линиях большого объема.
Шаг 2 — Закрытие и зажим штампа
Машина для литья под давлением сжимает две половины матрицы вместе с огромной силой. Эта сила зажима измеряется в тоннах и должна превышать силу, которую расплавленный металл под давлением оказывает на поверхности матрицы во время впрыска. Машина грузоподъемностью 500 тонн удерживает матрицу в закрытом состоянии с усилием зажима 500 тонн. Машины варьируются от 100 тонн для небольших цинковых деталей до 4000 тонн и более для крупных алюминиевых конструкционных компонентов. Если сила зажима недостаточна, расплавленный металл может выплеснуться между половинками матрицы, создавая тонкие ребра на детали и потенциально повреждая инструмент.
Шаг 3 — Инъекция металла
Это определяющий шаг. Расплавленный металл подается в полость матрицы через систему каналов — литник, направляющие и литники — которые направляют поток в геометрию детали. В машинах с холодной камерой отмеренная порция металла засыпается или автоматически засыпается в дробовую гильзу, и гидравлический плунжер продвигает ее вперед. В машинах с горячей камерой механизм впрыска погружен в ванну расплавленного металла и напрямую подает точную загрузку. Скорость впрыска можно регулировать поэтапно: медленная первая фаза заполняет литниковую систему, а быстрая вторая фаза заполняет полость детали, чтобы предотвратить преждевременное затвердевание. Время заполнения самой полости часто составляет от 10 до 100 миллисекунд.
Шаг 4 — Интенсификация и закрепление
Сразу после заполнения полости машина применяет усиливающее давление — вторичный, более высокий скачок давления — чтобы упаковать больше металла и компенсировать усадку по мере затвердевания отливки. Это давление поддерживается в течение времени выдержки, обычно от одной до тридцати секунд, в зависимости от толщины стенки и сплава. Сам кристалл действует как радиатор; его внутренние охлаждающие каналы содержат воду или термомасло для быстрого и постоянного отвода тепла. Более быстрое охлаждение позволяет сократить время цикла и улучшить микроструктуру готовой детали.
Шаг 5 — Открытие матрицы и выброс детали
Как только металл достаточно затвердеет, зажимной узел втягивается и половинки матрицы разделяются. Отливка остается на одной половине (выбрасывающей половине), поскольку углы уклона и геометрия спроектированы таким образом. Выбрасывающие штифты — стержни из закаленной стали, вставленные в матрицу, — выдвигаются и выталкивают деталь. Штифты оставляют небольшие круглые следы на некритических поверхностях отливки. Робот или человек-оператор удаляет деталь, и цикл возобновляется.
Шаг 6 — Обрезка и отделка
Необработанная отливка выходит прикрепленной к системе направляющих и литников и часто имеет тонкий заусенец вдоль линий разъема. Обрезная матрица в гидравлическом прессе срезает полозья и излишки заусенцев за один ход. Дальнейшая обработка зависит от применения: дробеструйная обработка косметических поверхностей, обработка на станках с ЧПУ резьбовых или точных отверстий, термообработка конструкционных алюминиевых сплавов, а также нанесение поверхностных покрытий, таких как анодирование, порошковое покрытие или хромирование.
Литье под давлением в горячей камере и в холодной камере
Два основных типа машин подходят для разных сплавов. Выбор неправильного типа для данного материала приведет либо к поломке машины, либо к изготовлению некачественных деталей.
| Особенность | Горячая камера | Холодная камера |
|---|---|---|
| Расположение системы впрыска | Погруженный в расплавленный металл | Отдельно от печи |
| Совместимые сплавы | Цинк, магний, свинец, олово | Алюминий, латунь, магний (высокотемпературный) |
| Скорость цикла | Быстрее (до 18 выстр/мин по цинку) | Медленнее (ручная разливка увеличивает время) |
| Максимальное давление впрыска | ~2500 фунтов на квадратный дюйм | До 25 000 фунтов на квадратный дюйм |
| Диапазон размеров детали | Малый и средний | От маленького до очень большого |
| Склонность к пористости | Нижний | Умеренный (управляется контролем процесса) |
Машины с горячей камерой нельзя использовать с алюминием, поскольку алюминий растворяет железо при типичных температурах литья, быстро воздействуя на стальную гильзу и плунжер системы погружного впрыска. Машины с холодной камерой являются правильным выбором для литья алюминия под давлением: металл плавится в отдельной раздаточной печи и попадает в дробовую гильзу только непосредственно перед впрыском, что ограничивает время выдержки.
Материалы, используемые при литье под давлением
Выбор сплава влияет практически на все остальные решения в процессе — тип станка, материал штампа, время цикла и свойства конечной детали. Это четыре семейства, которые чаще всего встречаются при коммерческом литье под давлением.
Алюминиевые сплавы
На алюминий приходится примерно 80% всей продукции литья под давлением по весу в Северной Америке. Наиболее широко используемые сплавы — А380, А383 и А360. A380 предлагает превосходный баланс литых качеств, прочности (предельное сопротивление растяжению около 47 000 фунтов на квадратный дюйм) и коррозионной стойкости, что делает его выбором по умолчанию для корпусов автомобильной и бытовой электроники. Низкая плотность алюминия — около одной трети плотности стали — является основным фактором спроса, поскольку автопроизводители ищут легкие компоненты для достижения целей по экономии топлива и дальности пробега электромобилей. Обратной стороной является более высокая температура литья (около 1200°F/650°C), что сокращает срок службы матрицы по сравнению с цинком.
Цинковые сплавы
Цинковые сплавы (Замак 3, Замак 5, ЗА-8) отливаются при гораздо более низких температурах (около 780°F / 415°C), что обеспечивает значительно более длительный срок службы инструмента - часто более одного миллиона выстрелов по сравнению со 100 000–400 000 для алюминиевых штампов. Детали из цинка могут быть отлиты с чрезвычайно тонкими стенками (до 0,4 мм) и очень мелкими деталями поверхности, поэтому их используют для изготовления декоративной фурнитуры, корпусов замков и мелких прецизионных механических компонентов. Цинк плотнее алюминия, но его более низкие затраты на обработку и более длительный срок службы инструмента часто делают его более экономичным для изготовления мелких деталей большого объема.
Магниевые сплавы
Магний — самый легкий конструкционный металл, который обычно отливают под давлением, примерно на 33% легче алюминия по объему. Такие сплавы, как AZ91D и AM60B, используются во внутренних конструкциях автомобилей, корпусах ноутбуков и корпусах электроинструментов, где вес является основным фактором. Магний можно обрабатывать в машинах с горячей или холодной камерой в зависимости от конкретного сплава и требуемого размера детали. Одно важное производственное соображение: магний легко воспламеняется в мелкодисперсной форме, поэтому лом и стружка требуют осторожного обращения и использования специальных систем пожаротушения на предприятии.
Сплавы на основе меди (латунь и бронза)
Медные сплавы требуют самых высоких температур литья — часто превышающих 1650°F (900°C), — что значительно сокращает срок службы матрицы и увеличивает затраты на электроэнергию. Однако отливки из латуни и бронзы обладают превосходной коррозионной стойкостью, хорошей электропроводностью и превосходным внешним видом, что делает их ценными для использования в сантехнической арматуре, электрических разъемах и архитектурном оборудовании. Литье под давлением медных сплавов представляет собой небольшую, но устойчивую долю в общем объеме производства, поскольку ни один другой материал не соответствует этому сочетанию свойств при сопоставимой стоимости для деталей среднего объема.
Проектирование штампов и оснастка
Матрица является наиболее капиталоемким элементом процесса литья под давлением, а ее конструкция напрямую определяет качество детали, время цикла и экономику производства. Плохо спроектированная матрица вызовет проблемы, которые никакие регулировки машины не смогут полностью устранить.
Материалы штампов
Инструменты для литья под давлением почти всегда изготавливаются из инструментальной стали для горячей обработки H13, закаленной примерно до 44–48 HRC. H13 был выбран потому, что он устойчив к термической усталости — многократному нагреву и закалке, которые могут привести к растрескиванию менее прочных сталей в течение тысяч циклов. Премиальные сорта H13 с более строгим химическим контролем и обработкой вакуумно-дуговым переплавом (VAR) могут значительно продлить срок службы матрицы. Для производства алюминия в больших объемах на некоторых предприятиях используются модифицированные стали, такие как DIN 1.2367, или собственные марки, разработанные поставщиками инструментов.
Проектирование литниковой и направляющей системы
Место входа металла в полость — расположение литника — контролирует рисунок заполнения, захват воздуха и усадку. Программное обеспечение для моделирования (Magmasoft, ProCAST, Flow-3D) теперь является стандартной практикой при проектировании штампов, позволяя инженерам моделировать течение металла, прогнозировать холодные закрытия, определять места вероятного образования пористости и оптимизировать размещение затворных и переливных колодцев перед резкой одного куска стали. Инвестиции в моделирование до изготовления оснастки обычно экономят гораздо больше, чем его стоимость, за счет выявления проблем, которые в противном случае потребовали бы дорогостоящей модификации штампа.
Углы уклона и линии разъема
Каждая вертикальная стенка при литье под давлением должна иметь угол наклона — небольшой конус — чтобы позволить детали выйти из матрицы без перетаскивания и прилипания. Типичные углы уклона составляют от 1° до 3° для внешних поверхностей и от 2° до 5° для внутренних сердечников. Стены с нулевой тягой теоретически возможны при использовании специальных покрытий или геометрических хитростей, но это увеличивает стоимость и риск. Линия разъема — это место встречи двух половин кубика; его правильное расположение сводит к минимуму засветку, упрощает конструкцию инструмента и облегчает контроль косметических поверхностей.
Проектирование системы охлаждения
Внутренние охлаждающие каналы, просверленные в стальной матрице, несут воду с регулируемой температурой. Их расположение относительно толстых участков детали, где концентрируется тепло, определяет, насколько равномерно затвердевает отливка и насколько быстро может протекать цикл. Конформное охлаждение — каналы, повторяющие контуры полости матрицы, а не просверленные прямым способом — все чаще изготавливается с помощью вставок аддитивного производства, что обеспечивает более агрессивный отвод тепла в критических зонах и сокращение времени цикла на 15–25% в некоторых приложениях.
Ключевые параметры процесса и способы их контроля
Литье под давлением — это не операция «установил и забыл». Стабильный, высококачественный процесс требует активного мониторинга и контроля ряда взаимозависимых переменных.
- Температура металла: Слишком высокая температура увеличивает усадочную пористость и эрозию штампа; слишком холодное приводит к сбоям в работе и холодному закрытию. Алюминий обычно заливают при температуре 1250–1350 °F (677–732 °C) в зависимости от геометрии детали и толщины стенки.
- Скорость впрыска: Первая фаза (медленная) скорость наполняет бегуна; вторая фазовая (быстрая) скорость заполняет полость. Скорость затвора — скорость, с которой металл проходит через затвор в деталь — обычно для алюминия составляет от 100 до 180 футов/с.
- Давление интенсификации: Применяемое сразу после заполнения полости, это давление уплотняет затвердевающий металл, чтобы уменьшить усадочные пустоты. Типичное давление интенсификации алюминия составляет 8 000–15 000 фунтов на квадратный дюйм.
- Температура матрицы: Прежде чем приступить к производству деталей, матрица должна достичь и поддерживать тепловое равновесие — обычно 300–500 °F (150–260 °C) для алюминия. Холодная матрица вызывает дефекты поверхности; перегретая матрица увеличивает время цикла и ускоряет термическую усталость.
- Вакуумный помощник: В некоторых установках для литья под давлением используются вакуумные линии, подсоединенные к полости матрицы, для откачки воздуха перед впрыском. Удаление воздуха уменьшает пористость газа и позволяет увеличить скорость впрыска без удержания газа в детали, что особенно ценно для компонентов конструкций, которые будут подвергаться термической обработке или сварке.
Современные машины для литья под давлением записывают данные процесса каждого выстрела — положение плунжера, скорость, кривые давления — в режиме реального времени. Статистические диаграммы управления процессом отмечают, когда параметры выходят за установленные пределы, что позволяет инженерам-технологам устранять проблемы до того, как уровень брака увеличится.
Распространенные дефекты при литье под давлением и их причины
Понимание механизмов дефектов имеет решающее значение для устранения неполадок в процессе. Большинство дефектов связано с относительно небольшим набором коренных причин.
Пористость
Самый распространенный дефект литья под давлением. Существует два типа: газовая пористость, вызванная воздухом или растворенным водородом, захваченными во время заполнения, и усадочная пористость, вызванная недостаточным количеством металла для питания сжимающихся участков по мере их затвердевания. Газовая пористость обычно проявляется в виде округлых пустот вблизи поверхности или в областях, заполняющихся последними. Усадочная пористость проявляется в виде неровных, зубчатых пустот в толстых поперечных сечениях. Средства правовой защиты включают вакуумную поддержку, оптимизированную конструкцию литника, корректировку давления интенсификации и уменьшение толщины стенки за счет перепроектирования детали.
Холодные остановки и сбои в работе
Холодное закрытие проявляется в виде видимой линии на поверхности отливки, где два фронта потока металла встречаются, но не сплавляются должным образом, поскольку перед соединением они слишком сильно остыли. Неправильное заполнение — это неполное заполнение — часть полости, которая просто не получила достаточного количества металла до того, как она затвердела. И то, и другое вызвано недостаточной температурой металла, слишком низкой скоростью впрыска, недостаточным объемом металла или чрезмерным охлаждением штампа. Увеличение температуры металла, скорости впрыска или веса дроби обычно устраняет эти дефекты.
Пайка и эрозия штампа
Пайка происходит, когда алюминиевый сплав прилипает к стали штампа, вытягивая материал с поверхности детали при выталкивании и в конечном итоге образуя отложения на штампе. Он вызван химической реакцией между расплавленным алюминием и железом в стали штампа, ускоряемой высокой температурой металла и высокой скоростью литника, неоднократно воздействующими на одну и ту же поверхность штампа. Защитные покрытия (азотирование, PVD-покрытия, такие как TiAlN), контроль температуры матрицы и оптимизированная смазка сокращают частоту пайки. В тяжелых случаях требуется полировка штампа или ремонт сварки.
Вспышка
Пластина представляет собой тонкое металлическое ребро, которое выступает между половинками матрицы или вокруг штифтов выталкивателя. Это происходит из-за недостаточной силы зажима, изношенных или поврежденных поверхностей разъема или чрезмерного давления впрыска. Незначительный засвет убирается в обрезном прессе; Постоянное мигание указывает на проблему с машиной, штампом или параметром процесса, которую необходимо исправить, прежде чем она ухудшится.
Вариации и усовершенствованные методы литья под давлением
Помимо традиционного литья под высоким давлением, существует несколько вариантов процесса, отвечающих конкретным требованиям к деталям или целевым показателям качества, которые стандартное литье не может обеспечить.
Вакуумное литье под давлением
При вакуумном литье под давлением воздух из полости матрицы удаляется непосредственно перед впрыском через специальные вакуумные клапаны. В усовершенствованных системах остаточное давление воздуха в полости снижается до уровня ниже 50 мбар. Результатом является значительно более низкая газовая пористость, что позволяет подвергать отливки термической обработке (T5 или T6) и сварке — возможности, которых стандартное литье под давлением не может обеспечить. Структурные автомобильные детали, такие как амортизаторы, средние стойки и аккумуляторные отсеки, все чаще изготавливаются таким образом.
Полутвердое литье под давлением (тиксолитье и реолитье)
При полутвердой обработке металл впрыскивается при температуре между его ликвидусом и солидусом — в частично затвердевшем, похожем на суспензию состоянии. Поскольку металл более вязкий и заполняет матрицу менее турбулентно и более ламинарно, захват газа значительно снижается. Детали, изготовленные методом реолитья или тиксолитья, могут приближаться к уровню пористости кованых деталей в некоторых геометрических формах. Этот процесс более сложен и дорог в эксплуатации, чем обычное литье под давлением, поэтому он предназначен для изготовления дорогостоящих компонентов в аэрокосмической отрасли, автоспорте и автомобилях премиум-класса.
Сжимающий кастинг
При литье под давлением используются гораздо более низкие скорости впрыска, но прикладывается очень высокое давление (часто 10 000–30 000 фунтов на квадратный дюйм), которое поддерживается на протяжении всего затвердевания. Постоянное высокое давление подавляет пористость и улучшает микроструктуру, создавая отливки с механическими свойствами, приближающимися к свойствам поковок. Алюминиевые колеса для высокопроизводительных автомобилей широко распространены при литье под давлением. Время цикла больше, чем при обычном литье под давлением, и этот процесс требует более тщательной конструкции матрицы для распределения давления.
Мега-Кастинг (Gigacasting)
Недавняя разработка, вызванная в основном индустрией электромобилей, мега-литье использует машины весом 6000 тонн и более для производства отдельных алюминиевых конструкционных отливок, которые заменяют сборки из десятков штампованных и сварных стальных деталей. Tesla популяризировала этот подход, создав отливку задней части кузова, которая объединяет около 70 отдельных деталей в одном кадре. Несколько других автопроизводителей в настоящее время вводят в эксплуатацию или эксплуатируют аналогичные крупноформатные установки для литья под давлением. Экономическое обоснование основано на сокращении количества инструментов, упрощении сборочных линий и снижении затрат на соединение, хотя это требует очень больших первоначальных инвестиций в оборудование.
Литье под давлением по сравнению с другими процессами литья металлов
Литье под давлением — не единственный способ отливки металлических деталей, и он не всегда правильный. Понимание того, где он подходит по сравнению с альтернативами, помогает выбрать правильный процесс для конкретного проекта.
| Процесс | Стоимость оснастки | Стоимость за деталь (большой объем) | Точность размеров | Лучшее для |
|---|---|---|---|---|
| Литье под высоким давлением | Высокий (20–200 тыс. долларов США) | Очень низкий | Отлично | Детали из цветных металлов большого объема |
| Постоянное литье в форму | Умеренный | Низкий | Хорошо | Средний объем, более толстые стенки. |
| Литье по выплавляемым моделям | Умеренный | Высокий | Очень высокий | Сложная геометрия, ферросплавы, авиакосмическая промышленность. |
| Литье в песок | Низкий | Умеренный to high | От плохого до справедливого | Низкий volume, large parts, iron/steel |
Решение обычно сводится к объему. Инструменты для литья под давлением алюминиевых деталей обычно стоят от 30 000 до 150 000 долларов в зависимости от сложности. Эти инвестиции имеют смысл при производстве 50 000 или более деталей в год, но их трудно оправдать для нескольких сотен единиц. Для мелкосерийного производства более экономичным является литье в песчаные формы или литье по выплавляемым моделям, хотя себестоимость детали выше. Для ферросплавов (сталь, железо) литье под давлением обычно вообще не используется — подходящим выбором являются литье по выплавляемым моделям, литье в песчаные формы или ковка.
Отрасли и области применения, в которых преобладает литье под давлением
Сочетание скорости, точности и идеальной формы литья под давлением сделало его производственным процессом по умолчанию для широкого спектра категорий продукции во многих отраслях.
- Автомобильная промышленность: Блоки двигателей (в некоторых конфигурациях), корпуса трансмиссии, корпуса масляных насосов, кронштейны в сборе, дверные ручки, корпуса зеркал, колеса (литье под давлением) и все более крупные конструктивные компоненты белого цвета. Автомобильная промышленность является крупнейшим рынком литья под давлением, на его долю приходится более 50% производства Северной Америки в стоимостном выражении.
- Бытовая электроника: Корпуса ноутбуков и планшетов, внутренние рамки смартфонов, корпуса камер и конструкции радиаторов выигрывают от сочетания легкости, теплопроводности и структурной жесткости алюминия.
- Промышленное оборудование: Корпуса коробок передач, корпуса насосов, корпуса двигателей и корпуса клапанов производятся в больших объемах с постоянной толщиной стенок и герметичностью.
- Телекоммуникационная инфраструктура: В корпусах базовых станций 5G и компонентах управления теплом используется отлитый под давлением алюминий, обеспечивающий сочетание защиты от электромагнитных помех, тепловых характеристик и стабильности размеров.
- Сантехника и система отопления, вентиляции и кондиционирования: Фитинги, клапаны и коллекторные блоки из латуни и алюминия, отлитые под давлением, ежегодно устанавливаются миллионами в жилищном и коммерческом строительстве.
- Электроинструменты и приспособления: Корпуса двигателей, коробки передач и конструкции электроинструментов, садового оборудования и бытовой техники изготавливаются методом литья под давлением, что обеспечивает жесткие допуски и хорошее качество поверхности при высоких темпах производства.
Чего ожидать с точки зрения допусков, качества поверхности и времени выполнения заказа?
Покупатели и инженеры, определяющие детали, отлитые под давлением, должны иметь реалистичные представления о том, что этот процесс может и не может дать без вторичных операций.
Размерные допуски
Литье под давлением обеспечивает более жесткие допуски, чем литье в песчаные формы или литье в постоянные формы, но это не процесс точной механической обработки. Для алюминия типичны допуски при литье от ±0,003 до ±0,005 дюйма на дюйм. Детали, требующие более строгого контроля — отверстия подшипников, расположение резьбовых отверстий, сопрягаемые поверхности — требуют обработки на станке с ЧПУ после отливки. Североамериканская ассоциация литья под давлением (NADCA) публикует подробные стандарты допусков, которые являются отраслевым справочником для определения деталей, отлитых под давлением.
Поверхностная обработка
Поверхности литого под давлением алюминия обычно имеют толщину 63–125 микродюймов Ra (1,6–3,2 микрометра Ra), что достаточно гладко для большинства функциональных и косметических целей без дальнейшей обработки. При литье под давлением цинка можно получить еще более тонкие поверхности в литом состоянии и напрямую подвергать гальваническому покрытию, что делает их предпочтительными для декоративной фурнитуры, которая будет хромирована или никелирована.
Время выполнения инструмента и время выполнения детали
Изготовление оснастки для литья под давлением алюминия средней сложности обычно занимает от 8 до 14 недель от утверждения проекта до первых снимков. Простые инструменты можно выполнить быстрее; изготовление больших, многоместных или сложных штампов может занять 16–20 недель. После того, как инструменты проверены и запущены в производство, время выполнения деталей зависит от количества тиражей и графика, но обычно составляет 3–6 недель для стандартных заказов. Выделенные линии с большими объемами могут отгружать детали в более короткие сроки после установления графика производства.