English
English русский
русский Español
Español
Контент
- 1 Можно ли отливать алюминий 6061 под давлением? Прямой ответ
- 2 Понимание алюминия 6061: состав сплава и его последствия
- 3 Почему 6061 плохо работает в процессе литья под давлением
- 4 Какие алюминиевые сплавы на самом деле используются при литье под давлением
- 5 Когда инженеры указывают 6061 и почему они переключаются
- 6 Альтернативные процессы производства алюминия 6061
- 7 Литье под высоким давлением в сравнении с процессами низкого давления и гравитацией: влияние на жизнеспособность 6061
- 8 Сравнение затрат: литье под давлением с использованием A380 и альтернативные процессы с использованием 6061
- 9 Новые альтернативы: сплавы для литья под давлением деформируемого состава
- 10 Практическое руководство по принятию решений: выбор между 6061 и сплавами для литья под давлением
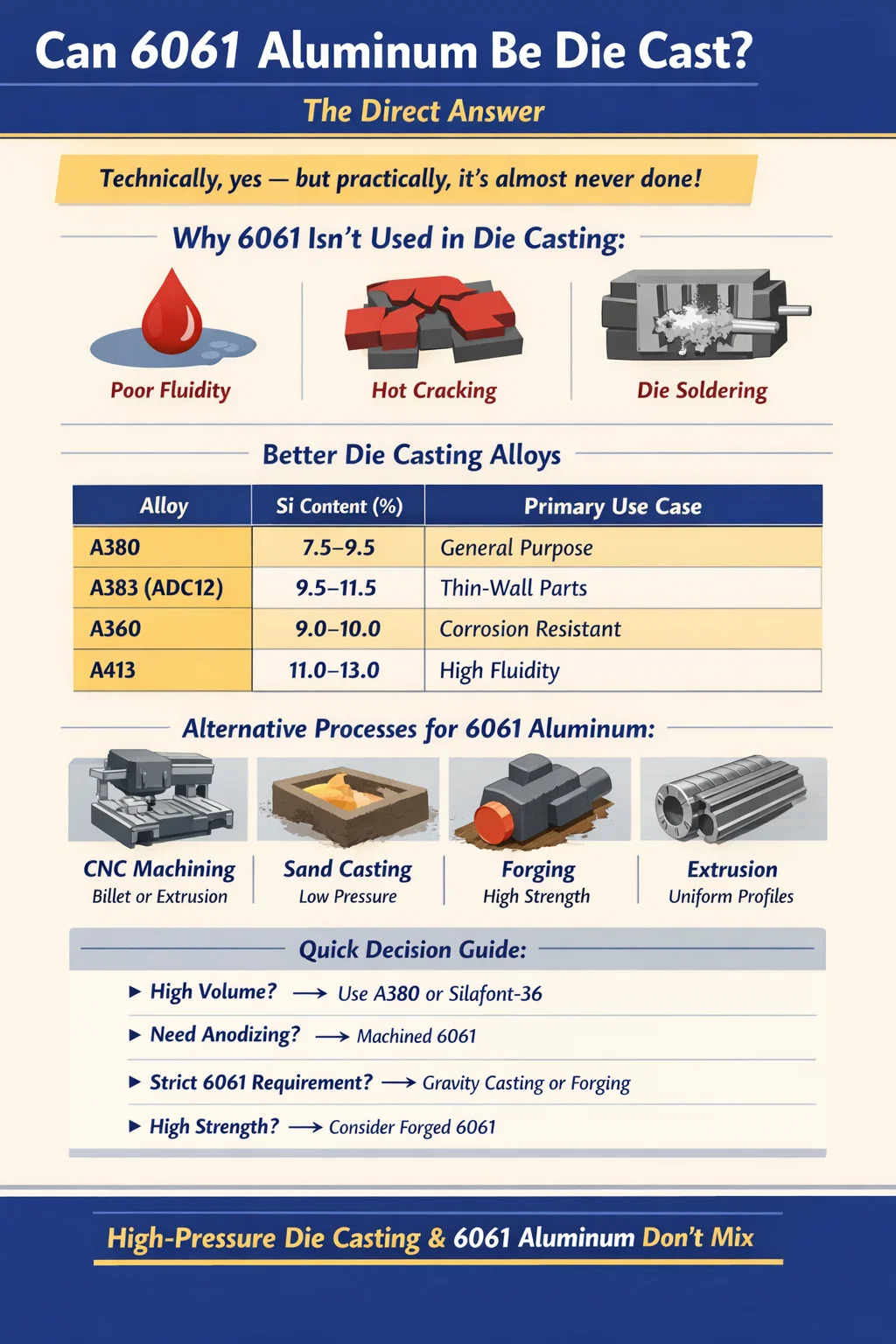
Можно ли отливать алюминий 6061 под давлением? Прямой ответ
Технически да, но на практике производство Алюминий 6061 практически не используется при литье под давлением. , и большинство предприятий по литью под давлением откажутся от этого. Причина кроется в химическом составе сплавов. 6061 — это деформируемый алюминиевый сплав, то есть он был разработан специально для таких процессов, как экструзия, прокатка и ковка, а не для впрыска в стальные матрицы под высоким давлением. Содержание магния и кремния в нем, хотя и превосходное для структурных характеристик после термообработки, создает серьезные проблемы при литье под давлением: плохую текучесть, склонность к горячему растрескиванию и проблемы с пайкой, которые приводят к увеличению количества брака и стоимости оснастки.
Алюминиевые сплавы, которые доминируют в литье под давлением промышленности специально разработаны для этого процесса. На А380, A383, А360 и ADC12 приходится подавляющее большинство алюминиевых отливок под давлением во всем мире именно потому, что содержание в них кремния — обычно от 8% до 12% — придает им текучесть расплава, термическое поведение и характеристики затвердевания, необходимые для литья под давлением. 6061 содержит всего 0,4–0,8% кремния. , что намного ниже порога, необходимого для надежного литья под давлением в больших объемах.
В этой статье объясняется, почему 6061 ведет себя именно так при литье под давлением, какие существуют альтернативы и в каких сценариях выбор другого сплава — или вообще другого процесса — даст лучшие результаты при меньших затратах.
Понимание алюминия 6061: состав сплава и его последствия
Алюминий 6061 представляет собой сплав серии 6xxx, что означает, что его основными легирующими элементами являются магний (Mg) и кремний (Si). Стандартный диапазон состава следующий:
| Элемент | Диапазон состава (%) | Роль в сплаве |
|---|---|---|
| Кремний (Si) | 0,40 – 0,80 | Упрочнение за счет выделений Mg₂Si |
| Магний (Мг) | 0,80 – 1,20 | Первичный усиливающий элемент |
| Медь (Cu) | 0,15 – 0,40 | Дополнительная прочность, незначительно снижает коррозионную стойкость |
| Хром (Cr) | 0,04 – 0,35 | Контроль зернистой структуры |
| Железо (Fe) | Макс 0,70 | Случайный; контролируется как примесь |
| Алюминий (Al) | Баланс (~96–99) | Основной металл |
Комбинация Mg и Si образует силицид магния (Mg₂Si), выделяющийся во время термообработки (отпуск T4 или T6), что придает 6061-T6 его хорошо известную прочность на разрыв, составляющую примерно 310 МПа (45 000 фунтов на квадратный дюйм) . Такая реакция дисперсионного твердения является одним из величайших преимуществ сплава, но это преимущество последующей обработки, а не преимущества литья.
Напротив, низкое содержание кремния означает, что расплавленный сплав имеет высокую вязкость и узкий интервал затвердевания. При заливке или впрыскивании в штамп он нелегко растекается по тонким стенкам или сложной геометрии. Результатом являются неполные заливки, холодные закрытия и пористость — дефекты, которые особенно проблематичны для конструкционных или герметичных деталей, отлитых под давлением.
Почему 6061 плохо работает в процессе литья под давлением
Литье под давлением – это высокоскоростной процесс под высоким давлением. Расплавленный алюминий впрыскивается в стальную матрицу под давлением, обычно варьирующимся от От 10 000 до 30 000 фунтов на квадратный дюйм (от 69 до 207 МПа) , время заполнения измеряется в миллисекундах. Сплав должен мгновенно течь через желоба и литники, полностью заполнять тонкие секции и предсказуемо затвердевать. 6061 создает в этой среде несколько точек отказа.
Плохая текучесть расплава
Текучесть алюминиевых литейных сплавов во многом определяется содержанием кремния. Кремний снижает температуру плавления, расширяет температурное окно жидкость-твердое тело и снижает поверхностное натяжение в расплаве. Сплавы для литья под давлением, такие как А380, содержат примерно 8,5% кремния. 6061 содержит менее 1%. В ходе испытаний на текучесть (например, испытания на спиральную текучесть) A380 постоянно заполняет в два-три раза большую длину, чем расплав 6061 в тех же условиях. Тонкостенные секции толщиной менее 2 мм практически невозможно надежно заполнить 6061.
Горячее растрескивание во время затвердевания
6061 имеет широкий диапазон затвердевания — разрыв между ликвидусом (~652°С) и солидусом (~582°С) составляет около 70°С. В этой полутвердой фазе сплав уязвим к горячему разрыву: частично затвердевший скелет сжимается, но жидкий металл не может течь достаточно быстро через оставшиеся каналы, чтобы компенсировать это. Результат – внутренние трещины. Сплавы с высоким содержанием кремния для литья под давлением имеют более узкие интервалы затвердевания. Это означает, что металл переходит из жидкого состояния в твердое более быстро и равномерно, что значительно снижает риск образования горячих трещин.
Пайка штампа и повреждение оснастки
Пайка штампа происходит, когда алюминий прилипает к поверхности стального штампа. Содержащееся в штампе железо реагирует с алюминием в расплаве с образованием на поверхности штампа интерметаллидов железа и алюминия (IMC Fe-Al). Кремний действует как буфер — он преимущественно реагирует с железом, образуя фазы Fe-Si, которые менее прилипают и легче высвобождаются. Поскольку в 6061 мало кремния, он гораздо более склонен к припаиванию к поверхности кристалла. Это увеличивает силу выталкивания, вызывает дефекты поверхности отливки и ускоряет эрозию матрицы. Сообщается, что срок службы штампа 6061 при испытаниях литья под давлением был значительно короче по сравнению со стандартными сплавами для литья под давлением.
Осложнения термообработки
Одной из главных особенностей 6061 является его реакция на термообработку Т6, которая повышает прочность на разрыв примерно с 125 МПа (18 000 фунтов на квадратный дюйм) в отожженном состоянии до примерно 310 МПа (45 000 фунтов на квадратный дюйм). Однако детали, отлитые под давлением, даже из совместимых сплавов, как известно, трудно поддаются термической обработке, поскольку быстрое затвердевание в матрице задерживает газовую пористость. Когда пористая отливка подвергается термообработке на твердый раствор при температуре около 530°C, захваченный газ расширяется и вызывает образование пузырей на поверхности. Отливки 6061 столкнутся с той же проблемой, но при этом уже столкнутся с проблемами текучести и растрескивания во время литья. Конечным результатом является то, что предполагаемое преимущество 6061 в прочности в любом случае не может быть надежно реализовано путем литья под давлением.
Какие алюминиевые сплавы на самом деле используются при литье под давлением
Индустрия литья под давлением остановилась на коротком списке алюминиевых сплавов, которые неизменно обеспечивают надежные и высококачественные результаты. Понимание этих альтернатив важно при принятии решения о том, стоит ли продолжать литье под давлением детали, которая изначально была разработана под номер 6061.
| Сплав | Содержание Si (%) | УТС (МПа) | Основной вариант использования |
|---|---|---|---|
| A380 | 7,5 – 9,5 | ~317 | общего назначения; Самый широко используемый сплав для литья под давлением в мире |
| А383 (АЦП12) | 9,5 – 11,5 | ~310 | Сложные тонкостенные детали; лучшая текучесть, чем у A380 |
| A360 | 9,0 – 10,0 | ~317 | Герметичность, коррозионная стойкость |
| А413 | 11,0 – 13,0 | ~296 | Высочайшая текучесть; гидравлические компоненты, сложные отливки |
| Силафонт-36 (Ал-Си-Мг) | 9,5 – 11,5 | До ~350 (Т5/Т7) | Структурное автомобильное литье под давлением; термообрабатываемый |
| 6061 | 0,40 – 0,80 | 310 (Т6, кованый) | Экструзия, ковка, механическая обработка, а не литье под давлением. |
На один только А380 приходится примерно 60% и более всех отливок алюминия под давлением производится в Северной Америке. . Сочетание хороших механических свойств, превосходных литейных качеств и разумной стоимости делает его стандартом для отрасли. Когда конструкторам нужен более прочный термообработанный литой под давлением алюминий, они все чаще обращаются к таким сплавам, как Силафонт-36 или Aural-2, которые разработаны с нуля, чтобы сочетать хорошие характеристики литья под давлением со способностью реагировать на старение, чего 6061 не может обеспечить в форме литья под давлением.
Когда инженеры указывают 6061 и почему они переключаются
Во многих сценариях разработки продуктов инженеры указывают 6061 на ранних этапах проекта, потому что они знакомы с ним или потому, что прототипы были изготовлены из заготовки 6061. Когда объемы производства растут и литье под давлением становится привлекательным для снижения затрат, вопрос о том, стоит ли сохранять 6061, становится реальной точкой принятия решения. Типичным результатом является переход на более совместимый сплав для литья под давлением, но логику стоит изучить подробно.
Требования к механическим свойствам
Инженеры часто выбирают 6061-T6 из-за его прочности на разрыв около 310 МПа и предела текучести 276 МПа. Вопрос в том, действительно ли эти свойства необходимы приложению или они были выбраны консервативно, исходя из привычности. Литой под давлением A380 достигает UTS около 317 МПа, что очень близко к 6061-T6, и предела текучести примерно 159 МПа. Для применений, где предел текучести является критическим параметром, например, конструкционные кронштейны или несущие корпуса, A380 может не соответствовать требованиям, и у инженера есть два варианта: спроектировать геометрию с дополнительной толщиной стенок для компенсации или перейти на термообрабатываемый сплав для литья под давлением, такой как Силафонт-36, который может достигать предела текучести 240 МПа или выше после обработки T5/T7.
Коррозионная стойкость
6061 известен хорошей коррозионной стойкостью, особенно в морской и наружной среде. A380 содержит более высокое содержание меди (до 3,5%), что снижает его коррозионную стойкость по сравнению с 6061. Если деталь должна противостоять соляному туману или использоваться в прибрежных условиях без покрытия, A380 может потребовать поверхностной обработки. A360 — это альтернативный сплав для литья под давлением с низким содержанием меди, который обеспечивает лучшую коррозионную стойкость, и его часто используют, когда частью процесса являются анодирование или хроматирование конверсионных покрытий.
Анодирование и обработка поверхности
6061 исключительно хорошо анодируется. Состав с низким содержанием железа и меди создает чистый, однородный анодный оксидный слой. Сплавы для литья под давлением, особенно с высоким содержанием кремния, плохо анодируются — частицы кремния остаются неанодированными и выглядят как темно-серые или черные точки в оксидном слое, что делает декоративное блестящее анодирование практически невозможным. Если деталь требует прозрачного или цветного анодирования по эстетическим соображениям, литье под давлением — неправильный процесс, независимо от сплава. Литье в песчаные формы или гравитационное литье в постоянные формы из сплавов 6061 или аналогичных деформируемых сплавов с последующей обработкой Т6 — лучший путь для анодированных деталей в умеренных объемах.
Обрабатываемость
6061 — одно удовольствие работать. Он производит чистую стружку, имеет жесткие допуски и хорошо подходит для нарезания резьбы и нарезания резьбы. Сплавы для литья под давлением, как правило, более жесткие для режущих инструментов из-за содержания в них абразивного кремния, хотя A380 остается вполне поддающимся механической обработке по стандартам литья под давлением. Если после литья требуется значительная последующая механическая обработка — например, прецизионные отверстия, резьбовые вставки или жесткие допуски плоскостности — это необходимо учитывать при сравнении общих затрат процесса между литьем под давлением с использованием A380 и альтернативными процессами с использованием 6061.
Альтернативные процессы производства алюминия 6061
Поскольку 6061 не очень хорошо подходит для литья под давлением, инженерам, которым нужны свойства материала 6061, следует рассмотреть следующие производственные процессы, каждый из которых имеет свои собственные компромиссы с точки зрения геометрических возможностей, качества поверхности, стоимости и масштабируемости объема.
Обработка заготовки с ЧПУ или экструзии
Для небольших и средних объемов — обычно менее 1000 деталей в год — обработка заготовок или экструзионных заготовок 6061 часто является наиболее экономически эффективным подходом. 6061 на высоких скоростях с превосходной стойкостью инструмента. Компетентный цех с ЧПУ может регулярно поддерживать допуски ±0,025 мм (±0,001 дюйма). Ограничением являются отходы материала (соотношение закупок к расходам может быть высоким для сложных деталей) и время цикла для сложной геометрии. При крупносерийном производстве стоимость механической обработки одной детали быстро превышает стоимость литья.
Литье в песчаные формы и литье в постоянные формы
6061 может быть отлит в песчаную форму или подан под действием силы тяжести в постоянные формы. Эти процессы требуют более низкого давления впрыска, чем литье под давлением, что дает сплаву время заполнить форму. Литье в песчаные формы 6061 практикуется в авиакосмической и оборонной промышленности. , где требования сертификации материалов требуют состава сплава и реакции на термообработку, а не допускают замену стандартным сплавом для литья под давлением. Предел текучести отливок из песчаника 6061, обработанных Т6, обычно находится в диапазоне 220–260 МПа, что несколько ниже деформируемого показателя, но достаточно для многих конструкционных применений. Затраты на инструменты для литья в песчаные формы невелики (во многих случаях менее 5000 долларов США), что делает его жизнеспособным при объемах от одного прототипа до нескольких тысяч деталей в год.
Ковка
6061 — один из наиболее часто кованых алюминиевых сплавов. Ковка выравнивает зеренную структуру вдоль линий напряжения детали, обеспечивая механические свойства, которые превосходят как литые, так и механически обработанные детали. Кованая сталь 6061-T6 может достигать прочности на разрыв 330–350 МПа и предел текучести 295–310 МПа. — значительно выше, чем стандартная спецификация кованой пластины. Конструктивные компоненты аэрокосмической отрасли, компоненты велосипедов и детали автомобильной подвески часто куются из стали 6061. Обратной стороной является то, что ковочные штампы стоят дорого (часто 20 000–80 000 долларов за комплект штампов), и этот процесс лучше всего подходит для деталей с относительно простой геометрией и без подрезов.
Экструзия
Экструзия, возможно, является родным процессом 6061. Сплав проходит через матрицу для получения длинных профилей постоянного поперечного сечения на высокой скорости. Экструзионные штампы для простых профилей стоят 500–3000 долларов, что делает этот процесс доступным даже при небольших объемах. Возможны сложные сечения с полыми камерами. Вторичные операции, такие как распиловка по длине, штамповка, сверление и гибка, превратили 6061 в готовые структурные компоненты. Ограничение состоит в том, что поперечное сечение должно быть однородным по длине — экструзия не может обеспечить ту трехмерную сложность, которую достигает литье под давлением.
Тиксо- и рео-литье (переработка полутвердых материалов)
Обработка полутвердого металла (SSM) — нишевый, но актуальный вариант. При тиксолитье специально подготовленная заготовка из стали 6061 с тиксотропной микроструктурой нагревается до полутвердого состояния и впрыскивается в матрицу. Поскольку материал частично твердый, он течет более предсказуемо, с меньшей турбулентностью и меньшей пористостью, чем обычное литье под давлением. Исследования показали, что thixocast 6061-T6 может достигать прочности на разрыв 280–310 МПа. , очень близко к заданному эталону. Ограничением является стоимость: процесс подготовки заготовок (методы SIMA или MHD) увеличивает затраты, а окно процесса узкое и требует жесткого контроля температуры. Обработка SSM из 6061 используется в автомобильных и аэрокосмических компонентах, где механические характеристики и сложная геометрия должны сосуществовать, но это не основной производственный процесс.
Литье под высоким давлением в сравнении с процессами низкого давления и гравитацией: влияние на жизнеспособность 6061
Стоит различать различные семейства процессов литья, поскольку проблемы с 6061 значительно различаются в зависимости от давления наполнения и скорости.
- Литье под высоким давлением (HPDC) : Давление впрыска 10 000–30 000 фунтов на квадратный дюйм, время заполнения 10–100 мс. 6061 совершенно не подходит. Сочетание низкой текучести, склонности к горячему растрескиванию и пайки штампами делает невозможным надежное производство в промышленных масштабах.
- Литье под низким давлением (LPDC) : Давление 5–15 фунтов на квадратный дюйм (0,03–0,1 МПа), гораздо более медленная скорость заполнения. У 6061 дела обстоят лучше. LPDC используется для производства колес и некоторых автомобильных отливок. Более медленное заполнение уменьшает турбулентность и позволяет некоторым сплавам с более низкой текучестью работать приемлемо. Сплав 6061 можно отливать под низким давлением при правильном регулировании температуры, хотя это требует тщательного контроля процесса.
- Гравитационная постоянная форма (GPM/литье в кокиль) : Нет приложенного давления; металл заполняется под действием силы тяжести. Это наиболее щадящий процесс литья для 6061 с точки зрения совместимости сплавов. Отливки из GPM из стали 6061 можно надежно подвергнуть термообработке Т6 и получить полезные структурные свойства. Чистота поверхности и постоянство размеров уступают HPDC, но для этого сплава этот процесс гораздо более доступен.
- Литье под вакуумом : вариант HPDC, при котором перед инжекцией в полость матрицы создается вакуум для уменьшения пористости. Хотя использование вакуума повышает плотность деталей и обеспечивает термообработку стандартных сплавов для литья под давлением, оно не решает фундаментальные проблемы текучести или горячего растрескивания, связанные со сплавом 6061 в контексте HPDC.
Практический вывод заключается в том, что если литье под давлением конкретно означает HPDC (а это так и происходит в большинстве промышленных разговоров), то следует избегать 6061. Если в сферу применения входят процессы низкого давления или гравитации, 6061 становится жизнеспособным вариантом, особенно для деталей конструкций, требующих термообработки T6.
Сравнение затрат: литье под давлением с использованием A380 и альтернативные процессы с использованием 6061
Стоимость является одним из наиболее распространенных факторов, влияющих на вопрос о том, следует ли отливать под давлением 6061 — обычно дизайнеру нужны свойства материала 6061, но экономичность литья под давлением в расчете на деталь. В следующем сравнении в качестве эталона используется репрезентативная конструктивная часть корпуса средней сложности.
| Процесс | Сплав | Стоимость инструмента (приблизительно) | Стоимость каждой детали 10 тысяч в год | Возможна ли термообработка? |
|---|---|---|---|---|
| HPDC | A380 | 30 000–100 000 долларов США | 2–8 долларов | Ограниченный (риск пористости) |
| HPDC (структурный) | Silafont-36 | 30 000–100 000 долларов США | 3–10 долларов | Да (с вакуумным усилителем) |
| Гравитационная Пермь. Плесень | 6061 | 5000–20 000 долларов США | 8–20 долларов | Да (достижим T6) |
| Литье в песок | 6061 | 1000–8000 долларов США | 15–40 долларов США | Да (достижим T6) |
| обработка с ЧПУ | 6061 заготовка | 0–5000 долларов (ремонт) | 20–80 долларов США | Да (предварительно обработанный материал) |
Данные показывают, что HPDC со сплавом A380 или конструкционным сплавом для литья под давлением обеспечивает наименьшую стоимость детали при больших объемах, но требует принятия материала, отличного от 6061. Если 6061 действительно требуется — например, из-за спецификаций материалов для аэрокосмической отрасли или особых требований сертификации по коррозии — тогда гравитационное литье или механическая обработка являются экономически рациональными путями, принимая более высокую стоимость детали в обмен на правильный сплав.
Новые альтернативы: сплавы для литья под давлением деформируемого состава
Промышленность не оставила без внимания спрос на литой алюминий со свойствами, близкими к 6061. Несколько разработчиков сплавов и специалисты литейного производства представили сплавы, предназначенные для устранения разрыва между стандартными сплавами для литья под давлением и составами, подвергаемыми серийной обработке. Об этом стоит знать инженерам, оценивающим свои варианты.
Castasil-37 (Al-Si-Mg, с низким содержанием железа)
Разработанный компанией Rheinfelden Alloys, Castasil-37 содержит примерно 9–11% кремния с очень низким содержанием железа (ниже 0,15%) и контролируемым содержанием магния. Низкое содержание железа в нем значительно снижает склонность к пайке штампом по сравнению со стандартными сплавами, и сплав можно подвергать литью под давлением для получения тонких и сложных сечений. Он не соответствует полной реакции 6061 на термообработку, но его свойства в литом состоянии конкурентоспособны со многими применениями, в которых в противном случае использовался бы 6061.
Аурал-2 и Аурал-5
Это первичные алюминиевые сплавы, разработанные специально для высокопрочного конструкционного литья под давлением, особенно в автомобильной отрасли, где устойчивость к ударам требует как высокой прочности, так и высокой пластичности. Aural-2 достигает значений удлинения 10–15% в состоянии Т7. , что сопоставимо с 6061-T6. Эти сплавы можно отливать под давлением с использованием HPDC в вакууме, а затем подвергать термообработке без значительного образования пузырей, что представляет собой наиболее близкое доступное приближение к свойствам 6061 в форме, отлитой под давлением.
Сплавы серии 6xxx, оптимизированные для HPDC (этап исследований)
Академические и промышленные исследовательские группы разрабатывают модифицированные сплавы серии 6xxx с повышенным содержанием кремния, предназначенные для улучшения характеристик литья под давлением при сохранении некоторой реакции старения. Они еще не внедрены в серийное производство, но результаты пилотного производства, опубликованные в таких журналах, как Journal of Materials Processing Technology, показывают, что сплавы с 3–5% Si и сбалансированными добавками Mg могут достигать прочности на разрыв 280–300 МПа после обработки T5 методом HPDC. Это остается активной областью развития а не готовый серийный вариант.
Практическое руководство по принятию решений: выбор между 6061 и сплавами для литья под давлением
Следующая схема принятия решений призвана помочь инженерам и дизайнерам продуктов быстро определить правильный путь для их конкретной ситуации.
- Если ваш годовой объем превышает 5000 деталей и сложность геометрии высока, литье под давлением из A380 или конструкционного сплава почти наверняка является правильным процессом — заново оцените, действительно ли свойства 6061 необходимы или просто знакомы.
- Если для готовой детали требуется декоративное анодирование, литье под давлением — это совершенно неправильный процесс. Используйте экструзионную или обработанную на станке сталь 6061 с соответствующей обработкой поверхности.
- Если от отлитой детали требуется предел текучести выше 200 МПа, оцените вакуумную HPDC с Silafont-36 или Aural-2, прежде чем прибегать к процессу гравитационного литья с 6061.
- Если спецификация сплава установлена заказчиком, регулирующим органом или аэрокосмическим стандартом со ссылкой на 6061, не заменяйте его. Используйте гравитационное литье, литье в песчаные формы или ковку.
- Если объем производства менее 1000 деталей в год и геометрия позволяет, обработка на станке с ЧПУ заготовки 6061-T6 обеспечит наилучшие механические свойства при минимальных инвестициях в инструмент.
- Если основными факторами являются экономия веса и конструктивная эффективность, подумайте, оправдана ли поковка 6061 — поковки могут снизить вес детали на 15–30% по сравнению с эквивалентной литой деталью, поскольку превосходное соотношение прочности к весу позволяет использовать более тонкие секции.
Нет единого ответа, подходящего для каждого продукта. Но последовательный консенсус в отрасли ясен: не пытайтесь выполнить литье под высоким давлением алюминия 6061, если целью являются надежные результаты производственного качества. Металлургическое несоответствие между составом 6061 и требованиями процесса литья под давлением не является инженерной проблемой, которую необходимо решить путем оптимизации процесса. Это фундаментальная проблема выбора материала, которую лучше всего решить, выбрав с самого начала правильный сплав для правильного процесса.