English
English русский
русский Español
Español
Контент
- 1 Два основных метода литья под давлением: горячая камера и холодная камера.
- 2 Литье под давлением с горячей камерой: как работает процесс
- 3 Литье под давлением в холодной камере: как работает процесс
- 4 Прямое сравнение: литье под давлением в горячей камере и в холодной камере
- 5 Особенности проектирования штампа, которые различаются между двумя методами
- 6 Пористость: ключевая проблема качества в обоих методах
- 7 Когда следует выбирать литье под давлением с горячей камерой
- 8 Когда следует выбирать литье под давлением с холодной камерой
- 9 Структура затрат: оснастка, машинное время и экономика каждой детали
- 10 Новые вариации двух основных методов литья под давлением
- 11 Как выбрать правильный метод литья под давлением для вашей детали
Два основных метода литья под давлением: горячая камера и холодная камера.
Два основных метода литья под давлением: литье под давлением с горячей камерой и литье под давлением в холодной камере . Эти два процесса преследуют одну и ту же фундаментальную цель — нагнетание расплавленного металла в закаленную стальную матрицу под высоким давлением для изготовления точных, повторяемых деталей — но они существенно различаются в том, как металл плавится, обрабатывается и впрыскивается. Выбор неправильного метода для вашего сплава или геометрии детали может привести к плохому заполнению, чрезмерной пористости, преждевременному износу матрицы и дорогостоящему браку. Понимание того, что отличает эти два метода, является отправной точкой для любого серьезного решения о литье под давлением.
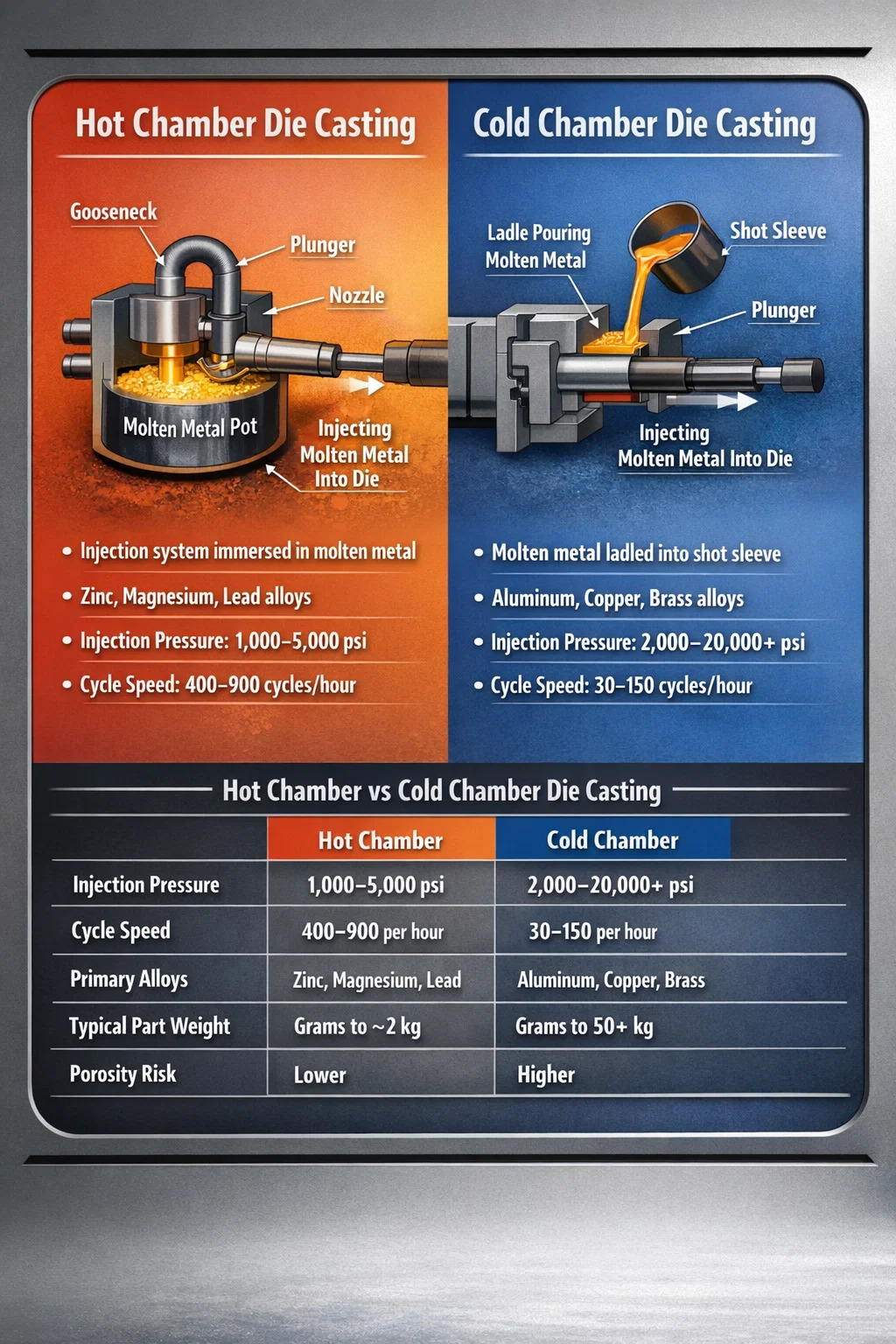
В горячей камере литье под давлением Механизм впрыска погружается непосредственно в ванну расплавленного металла. Машина автоматически втягивает металл в цилиндр и впрыскивает его в матрицу в непрерывном и быстром цикле. При литье под давлением в холодной камере металл плавится в отдельной печи, а затем перед каждым циклом впрыска загружается вручную или автоматически в дробовую гильзу. Каждый метод имеет определенные сплавы, с которыми он хорошо работает, определенные диапазоны давлений, в которых он работает, и определенные объемы производства, где это имеет экономический смысл.
Литье под давлением с горячей камерой: как работает процесс
Литье под давлением с горячей камерой, иногда называемое литьем с гибкой шеей, обеспечивает постоянное погружение системы впрыска в ванну с расплавленным металлом. Основными компонентами являются металлический канал в форме гибкой шеи, плунжер и сопло, которое прилегает непосредственно к матрице. Когда плунжер втягивается, расплавленный металл течет через отверстие в гибкую шейку. Когда плунжер продвигается вперед, он запечатывает отверстие и выталкивает металл через сопло в полость матрицы под давлением, обычно варьирующимся от От 1000 до 5000 фунтов на квадратный дюйм (от 7 до 35 МПа) .
Поскольку металл никогда не покидает нагретую систему между выстрелами, цикл происходит очень быстро. Машины с горячей камерой обычно достигают От 400 до 900 циклов в час для мелких деталей, что делает их хорошо подходящими для крупносерийного производства таких компонентов, как электрические разъемы, корпуса карбюраторов, замки и детали игрушек. Устранение отдельного этапа разливки сокращает как время цикла, так и риск изменения температуры между порциями.
Сплавы, совместимые с литьем в горячей камере
Литье под давлением с горячей камерой ограничено сплавами с низкой температурой плавления, которые не разрушают и не растворяют железные и стальные компоненты системы впрыска. Наиболее распространенными материалами являются:
- Сплавы цинка (Замак 2, 3, 5, 7) — наиболее широко используемые, с температурой плавления около 380–420 ° C.
- Магниевые сплавы (AZ91D, AM60) — все чаще используются в системах с горячей камерой специализированных машин.
- Сплавы свинца и олова - используются в специализированных мелкосерийных производствах.
Алюминий, медь и латунь нельзя обрабатывать в машинах с горячей камерой. Их более высокие температуры плавления — алюминий плавится около 660°C, латунь — около 900°C — быстро растворяют железные компоненты гибкой шейки и плунжера, разрушая машину и загрязняя расплав в течение нескольких часов работы.
Тоннаж машины и размер деталей при работе в горячей камере
Машины с горячей камерой обычно доступны с усилием зажима от от 5 тонн до примерно 900 тонн , хотя большая часть работ в горячей камере выполняется на машинах весом от 5 до 400 тонн. Вес деталей цинкового литья обычно составляет от нескольких граммов до примерно 2 кг, хотя на более крупных машинах возможны более тяжелые детали. Тонкие стенки, которые можно получить с помощью цинка (обычно до 0,5 мм при использовании точных инструментов), делают литье в горячей камере идеальным процессом для миниатюрных, детализированных компонентов.
Литье под давлением в холодной камере: как работает процесс
Литье под давлением с холодной камерой полностью отделяет плавильную печь от системы впрыска. Металл плавится во внешней раздаточной печи, а затем переносится — с помощью ручного ковша, автоматического ковша или электромагнитного насоса — в горизонтальный или вертикальный рукав. Как только нужный объем металла попадает в гильзу, плунжер продвигается вперед и вдавливает металл в матрицу под давлением, которое значительно выше, чем в оборудовании с горячей камерой: обычно от 2000 до 20 000 фунтов на квадратный дюйм (от 14 до 140 МПа) , при этом некоторые операции под высоким давлением превышают этот диапазон для тонкостенных алюминиевых деталей.
Отделение печи от машины означает, что компоненты впрыска не подвергаются постоянному воздействию расплавленного металла. Они подвергаются воздействию только в течение короткого момента выстрела, что позволяет использовать металлы, которые могут разрушить систему горячей камеры. Компромиссом является более медленное время цикла — большинство операций в холодильной камере выполняются при От 30 до 150 выстрелов в час в зависимости от веса детали, толщины стенки и сплава, а также дополнительных этапов процесса, которые могут привести к изменению температуры, если их тщательно не контролировать.
Сплавы, используемые при литье под давлением в холодной камере
Литье под давлением с холодной камерой позволяет обрабатывать широкий спектр сплавов с более высокими температурами плавления, в том числе:
- Алюминиевые сплавы (A380, A383, A360, ADC12) — доминирующий материал в холодильной камере, используемый в автомобильной, аэрокосмической и бытовой электронике.
- Медные сплавы и латунь — используется для сантехнических компонентов, электрических разъемов и морского оборудования, где важны коррозионная стойкость и прочность.
- Магниевые сплавы (AZ91D, AM50) — все чаще применяется в холодной камере для крупных деталей конструкций, хотя магний также пригоден для обработки в системах с горячей камерой.
- Кремниевый томпак и специальные сплавы на основе меди. — используется в нишевых прецизионных приложениях
Алюминиевый сплав A380 является единственным наиболее широко используемым сплавом для литья под давлением в мире, и практически весь его обрабатывается с помощью машин с холодной камерой. Он предлагает превосходное сочетание литьевых качеств, механической прочности (предел прочности около 317 МПа), коррозионной стойкости и стоимости, поэтому он доминирует в автомобильном конструкционном литье, радиаторах и корпусах двигателей.
Тоннаж машины и масштаб детали
Машины с холодной камерой масштабируются значительно больше, чем машины с горячей камерой. Усилия зажима варьируются от примерно От 150 тонн до 6000 тонн и более для мегакастинговых машин, которые сейчас используются в автомобильной гигакастинге. Пресс с холодной камерой мощностью 4000 тонн, используемый производителем автомобилей, может изготовить полную заднюю часть днища автомобиля — единую алюминиевую отливку, которая заменяет более 70 штампованных и сварных стальных деталей — за один раз. Tesla популяризировала этот подход с помощью своей технологии Giga Press, и с тех пор этот подход был принят многими OEM-производителями по всему миру.
Прямое сравнение: литье под давлением в горячей камере и в холодной камере
В таблице ниже суммированы критические различия между двумя методами литья под давлением по параметрам, которые наиболее важны при планировании производства:
| Параметр | Горячая камера | Холодная камера |
|---|---|---|
| Давление впрыска | 1000–5000 фунтов на квадратный дюйм | 2000–20 000 фунтов на квадратный дюйм |
| Скорость цикла | 400–900 циклов/час | 30–150 циклов/час |
| Первичные сплавы | Цинк, магний, свинец | Алюминий, медь, латунь, магний |
| Диапазон тоннажа машины | 5–900 тонн | 150–6000 тонн |
| Воздействие температуры металла на машину | Непрерывный | Только за выстрел |
| Типичный вес детали | Грамм до ~2 кг | Грамм до 50 кг |
| Риск пористости | Ниже (меньше возможностей воздухововлечения) | Выше (требуется тщательный контроль профиля выстрела) |
| Стоимость оснастки | От ниже до умеренного | От умеренного до высокого |
Особенности проектирования штампа, которые различаются между двумя методами
Сама матрица — форма из закаленной инструментальной стали H13, в которую нагнетается расплавленный металл — концептуально схожа в обоих процессах, но технические требования различаются в зависимости от давления и приложенных тепловых нагрузок.
Конструкция ворот и направляющие системы
В горячей камере dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from от 30 до 50 м/с .
Штампы с холодной камерой для алюминия требуют тщательной геометрии рабочего колеса, чтобы справиться с более высокой вязкостью алюминия при температуре литья и риском преждевременного затвердевания во время заливки. Скорости ворот для алюминия обычно целевые от 40 до 60 м/с , а профиль впрыска — медленная фаза, быстрая фаза и давление интенсификации — должны быть точно запрограммированы, чтобы избежать турбулентного заполнения, которое является основным фактором пористости в алюминиевых отливках.
Управление температурным режимом и срок службы матрицы
Оба типа штампов используют внутренние каналы водяного или масляного охлаждения для управления теплом, но алюминиевые штампы с холодной камерой подвергаются более сильному термическому удару из-за большей разницы температур между расплавом алюминия (~ 680 ° C при литье) и температурой поверхности штампа (обычно поддерживается на уровне 180–260 ° C). Этот термоцикл является основным фактором термопроверки — сети мелких поверхностных трещин, которые в конечном итоге ухудшают качество поверхности матрицы. Штампы с холодной камерой H13 для алюминия обычно имеют срок службы От 100 000 до 300 000 выстрелов , в то время как цинковые штампы с горячей камерой могут работать до 1 миллион выстрелов или более прежде чем потребовать существенной доработки.
Пористость: ключевая проблема качества в обоих методах
Пористость — пустоты внутри отливки, вызванные захваченным газом или усадкой — является основной проблемой при литье под давлением, независимо от того, какой метод используется, но ее причины и решения различаются в зависимости от процессов в горячей и холодной камере.
В горячей камере die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
При литье под давлением в холодной камере открытая гильза является основным источником вовлечения воздуха. По мере продвижения плунжера он должен выталкивать вперед металл порцию воздуха, содержащуюся во втулке. Правильная скорость замедленного выстрела — обычно от 0,1 до 0,5 м/с на первом этапе — позволяет сформировать волну металла и протолкнуть воздух к переливным колодцам и вентиляционным отверстиям перед началом быстрого впрыска. Ошибка в этой точке перехода даже на несколько миллиметров хода плунжера может привести к повышению уровня пористости готовой детали на 10–20%. Литье под вакуумом, при котором полость матрицы и гильза перед впрыском откачиваются, может снизить пористость алюминиевых деталей в холодной камере до уровня, позволяющего проводить термообработку и структурную сварку, что невозможно при литье под давлением алюминия, отлитого традиционным способом.
Когда следует выбирать литье под давлением с горячей камерой
Литье под давлением с горячей камерой является правильным выбором при соблюдении следующих условий:
- Материал детали — цинк, магний или другой сплав с низкой температурой плавления, совместимый с системой «гусиная шея».
- Объемы производства высоки — обычно от 50 000 до 100 000 деталей в год, что оправдывает инвестиции в оснастку.
- Вес детали относительно невелик, обычно менее 1–2 кг для цинка.
- Точность размеров имеет решающее значение — литье под давлением цинка обычно обеспечивает допуски ±0,05 мм на критические элементы без вторичной механической обработки.
- Требуются тонкие стенки — цинк можно отливать до толщины стенок менее 0,5 мм с помощью оптимизированного инструмента.
- Качество отделки поверхности является приоритетом — цинковые отливки имеют превосходную поверхность в литом состоянии, пригодную для прямого нанесения покрытия или окраски без тщательной подготовки.
Обычные отрасли, в которых используется литье под давлением с горячей камерой, включают бытовую электронику (разъемы, кронштейны, петли), автомобилестроение (корпуса замков, компоненты топливной системы, корпуса датчиков), оборудование (дверные ручки, мебельная фурнитура), а также игрушки и новинки.
Когда следует выбирать литье под давлением с холодной камерой
Литье под давлением в холодной камере является подходящим процессом, когда:
- Сплав представляет собой алюминий, медь, латунь или материал с высокой температурой плавления, несовместимый с оборудованием с горячей камерой.
- Размер и вес детали превышают практические пределы оборудования с горячей камерой.
- Требуются структурные характеристики — литье под давлением алюминия обеспечивает соотношение прочности к весу значительно лучше, чем цинк, для несущих конструкций.
- Необходима устойчивость к коррозии в суровых условиях — слой естественного оксида алюминия обеспечивает защиту, которую цинковые сплавы в некоторых средах не могут обеспечить без покрытия.
- Область применения — автомобильные силовые агрегаты, аэрокосмические кронштейны или промышленное оборудование, где сочетание легкого веса и структурной целостности оправдывает более высокую стоимость инструментов и машин.
Основные области применения литья под давлением с холодной камерой включают корпуса автомобильных трансмиссий, блоки двигателей, аккумуляторные корпуса электромобилей, шасси компьютерных серверов, корпуса гидравлических клапанов и компоненты морских подвесных двигателей. Один только мировой рынок литья алюминия под давлением оценивается более чем в 50 миллиардов долларов США в 2023 году , что отражает доминирование алюминиевого литья в холодной камере в современном производстве.
Структура затрат: оснастка, машинное время и экономика каждой детали
Экономика литья под давлением во многом зависит от того, какой метод используется, поскольку эти два процесса имеют очень разные профили затрат.
Стоимость оснастки
Инструменты для литья под давлением стоят дорого независимо от метода, поскольку матрицы должны выдерживать миллионы циклов давления в абразивной и термически требовательной среде. Цинковые штампы с горячей камерой для изготовления деталей средней сложности обычно стоят от 15 000 и 80 000 долларов США . Алюминиевые штампы с холодной камерой сопоставимой сложности зачастую стоят дороже. От 30 000 до 150 000 долларов и выше. — поскольку более высокие давления впрыска требуют более прочной конструкции матрицы и более сложной схемы охлаждения. Большие конструкционные штампы с холодной камерой для автомобильной промышленности могут работать до 500 000 долларов США или больше .
Затраты на деталь и объем безубыточности
Поскольку литье под давлением имеет высокие постоянные затраты (оснастка, настройка) и относительно низкие переменные затраты на деталь (металл, машинное время, рабочая сила), оба метода наиболее экономичны при больших объемах. Точка безубыточности — когда литье под давлением становится дешевле, чем такие альтернативы, как литье в песчаные формы, литье по выплавляемым моделям или механическая обработка заготовок — варьируется в зависимости от сложности детали, но обычно достигается где-то между 10 000 и 50 000 деталей для горячей камеры цинкования и 20 000 и 100 000 деталей для алюминия с холодной камерой, в зависимости от размера детали и сложности конструкции.
Стоимость материала – еще одно отличие. Цинковый сплав (Замак 3) стоит примерно 2,00–2,50 доллара за кг. по типичным промышленным контрактным ценам. Алюминиевый сплав А380 приближается к 2,50–3,50 доллара за кг. , но более низкая плотность алюминия (2,7 г/см³ по сравнению с 6,6 г/см³ цинка) означает, что для данного объема детали при изготовлении алюминиевой отливки используется гораздо меньше металла по весу, что частично компенсирует разницу в цене.
Новые вариации двух основных методов литья под давлением
Хотя горячая камера и холодная камера остаются двумя основными методами литья под давлением, было разработано несколько вариантов процесса для устранения конкретных ограничений каждого из них.
Вакуумное литье под давлением
Применяемое к обоим методам, но особенно важное для алюминия с холодной камерой, вакуумное литье под давлением вакуумирует полость матрицы и гильзу перед впрыском, уменьшая пористость газа до уровней, которые позволяют проводить термообработку T5 и T6. Это делает конструкционные алюминиевые отливки свариваемыми и пригодными для критически важных с точки зрения безопасности применений, таких как автомобильные аварийные конструкции и компоненты подвески. Машины с вакуумной холодной камерой увеличивают стоимость и сложность, но могут снизить процент брака за счет от 30 до 50% в приложениях, чувствительных к пористости.
Полутвердое литье под давлением (тиксолитье и реолитье)
Процессы литья полутвердых металлов — тиксолитье и реолитье — вводят металл в полутвердом, похожем на суспензию состоянии, а не в полностью расплавленном. Это значительно снижает пористость, поскольку металл не переносит растворенный газ так же, как полностью жидкий металл, а нетурбулентная форма заполнения задерживает гораздо меньше воздуха. Полутвердые процессы построены на платформах машин с холодной камерой, но используют модифицированные профили дроби и специальную подготовку заготовок. В результате получаются отливки с механическими свойствами, приближающимися к кованым деталям. Детали Rheocast из алюминия A356 достигают прочности на разрыв выше 310 МПа при удлинении 10% и более. — значительно лучше, чем отливки из обычной холодной камеры A380.
Сжимающий кастинг
Литье под давлением, которое иногда относят к третьей категории литья под давлением, сочетает в себе принципы литья под давлением и ковки. Металл заливают в открытую матрицу, затем пуансон оказывает давление от 50 до 150 МПа по мере затвердевания металла полностью устраняется усадочная пористость. В этом процессе используются платформы машин с холодной камерой, и производятся детали с почти нулевой пористостью и отличными механическими свойствами, но он медленнее и дороже, чем обычное литье в холодной камере. Он используется для компонентов аэрокосмической промышленности, автомобильных тормозных суппортов и других устройств, подвергающихся высоким нагрузкам.
Как выбрать правильный метод литья под давлением для вашей детали
Выбор правильного процесса литья под давлением начинается со сплава, поскольку в большинстве конструкций сплав не подлежит обсуждению. Если инженерные требования требуют использования алюминия — из-за веса, прочности или тепловых характеристик — холодная камера является единственным практичным вариантом при литье под давлением. Если цинк приемлем или предпочтителен из-за его точности, тонкостенности и совместимости с покрытием, горячая камера становится более быстрым и дешевым способом.
После выбора сплава следующие вопросы помогут сузить решение:
- Каков годовой объем? Оба метода требуют объема, чтобы быть экономичными, но алюминий с холодной камерой требует большего объема, чтобы компенсировать более высокие затраты на инструменты.
- Каков вес детали и расчетный вес дроби? Детали массой более 2 кг, содержащие цинк, являются необычными; Для изготовления деталей весом более 5 кг из алюминия могут потребоваться очень большие машины с холодной камерой.
- Присутствуют ли элементы, чувствительные к пористости? Герметичные гидравлические каналы или узлы конструкции, которые будут сварены, требуют вакуумной холодной камеры или полутвердой обработки.
- Какая обработка поверхности требуется? Отливки из цинка с горячей камерой допускают непосредственную гальванизацию; Алюминиевые отливки в холодной камере обычно покрываются порошковой краской, анодируются или оставляются без покрытия.
- Какова операционная среда? Повышенная температура выше 150°С дисквалифицирует цинковые сплавы из-за потери прочности; алюминий хорошо работает при температуре 200–250 ° C в зависимости от сплава.
Проработка этих вопросов вместе с литейным цехом на этапе проектирования (до того, как будет использована оснастка) — это наиболее надежный способ найти правильный процесс для вашего применения. Проверка проектирования для производства (DFM), проводимая опытным инженером по литью под давлением, может определить углы уклона, переходы толщины стенок и положения линий разъема, которые влияют на то, какой тип машины и метод впрыска обеспечат наименьший процент брака и самый длительный срок службы штампа для вашей конкретной геометрии детали.