English
English русский
русский Español
Español
дом / Новости / Новости отрасли / Почему литье в песчаные формы во многих случаях превосходит литье под давлением
Контент
- 1 Короткий ответ: литье в песок выигрывает по стоимости, гибкости и масштабу.
- 2 Стоимость оснастки: где литье в песчаные формы имеет решающее преимущество перед литьем под давлением
- 3 Универсальность материалов: работы по литью металлов в песчаные формы Литье под давлением Не могу справиться
- 4 Размер и вес детали: весы для литья в песчаные формы, где литье под давлением невозможно
- 5 Геометрическая сложность и внутренние особенности: литье в песчаные формы дает больше свободы дизайна
- 6 Объем производства: почему литье в песчаные формы лучше для небольших и средних объемов производства
- 7 Пористость и механические свойства: устранение недостатков литья под давлением
- 8 Срок поставки новых деталей: литье в песчаные формы позволяет быстрее получать детали на ранних стадиях
- 9 Конкретные отрасли, в которых литье в песчаные формы превосходит литье под давлением
- 10 Когда литье под давлением на самом деле лучший выбор
- 11 Экологические и эксплуатационные аспекты
- 12 Резюме: Выбор литья в песчаные формы вместо литья под давлением
Короткий ответ: литье в песок выигрывает по стоимости, гибкости и масштабу.
Если вы выбираете между литьем в песчаные формы и литьем под давлением, решение сводится к тому, что вам действительно нужно. Литье в песчаные формы лучше, чем литье под давлением, когда бюджет инструментов ограничен, когда детали большие или геометрически сложные, когда объемы производства низкие или средние, или когда необходимо использовать черные металлы, такие как сталь и железо. Литье под давлением превосходно подходит для крупносерийного производства небольших тонкостенных деталей из алюминия или цинка, где качество поверхности и постоянство размеров имеют решающее значение. Но для широкого спектра промышленных, инженерных применений и прототипов литье в песчаные формы остается более практичным и экономичным выбором.
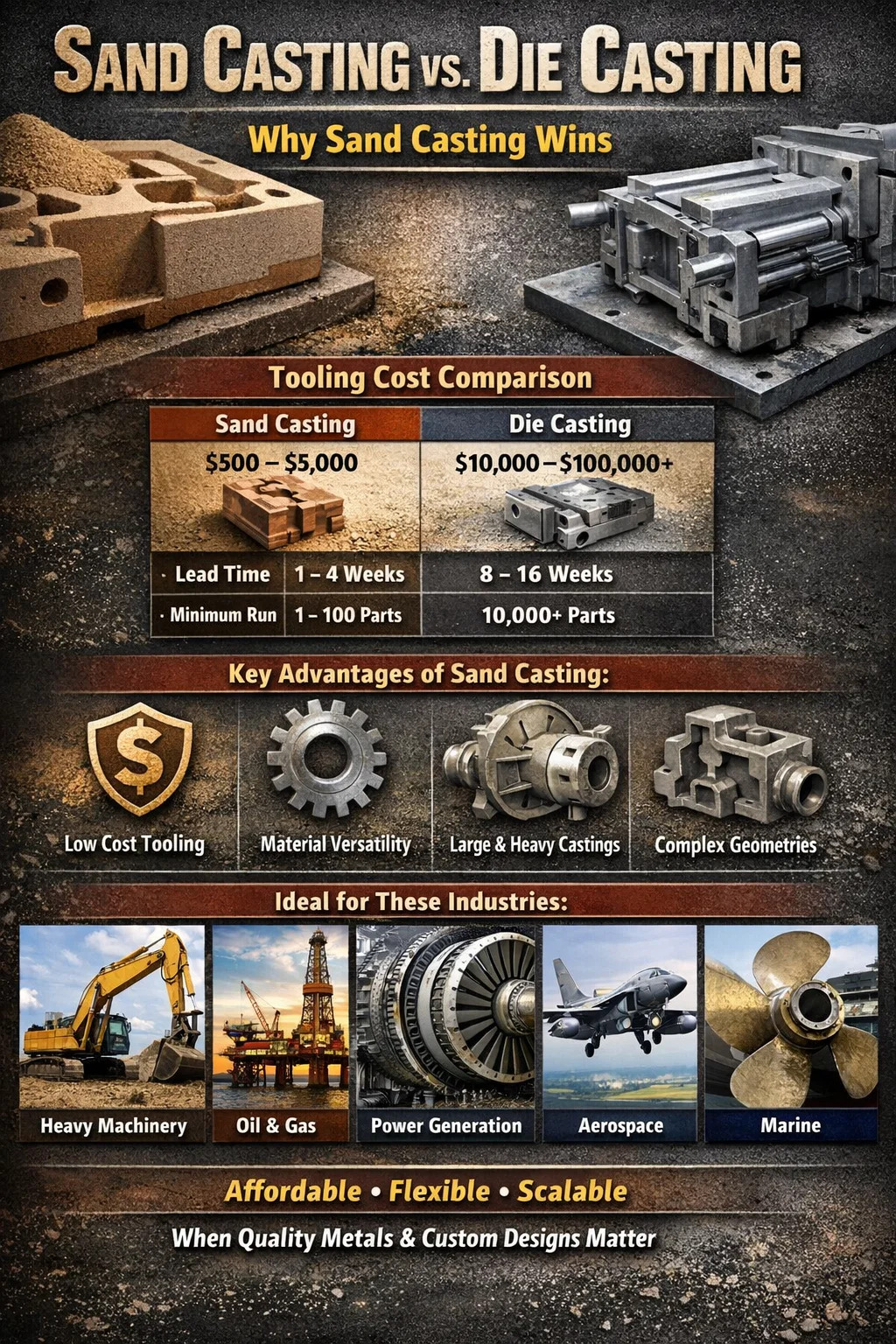
Принципиальное отличие заключается в инструментах. Штамповка для литья под давлением может стоить от От $10 000 до $100 000 , в то время как модель отливки в песок обычно стоит от 500 и 5000 долларов . Для чего-либо, кроме массового производства, исчисляемого сотнями тысяч, уже один этот разрыв делает литье в песок более разумным финансовым решением.
Стоимость оснастки: где литье в песчаные формы имеет решающее преимущество перед литьем под давлением
Для литья под давлением требуются штампы из закаленной стали, которые должны выдерживать тысячи циклов впрыска под экстремальным давлением — часто от 1500 до 25 000 фунтов на квадратный дюйм. Производство этих штампов требует точной механической обработки, термообработки и тщательной проверки качества. Время выполнения заказа для литья под давлением обычно составляет от 8 до 16 недель , и после того, как он построен, модификации обходятся дорого или невозможны без отказа от всего инструмента.
Модели для литья в песок, напротив, изготавливаются из дерева, смолы или алюминия. Их гораздо проще производить, легче модифицировать и они значительно дешевле. Если изменение конструкции необходимо после первоначального производства, модель для литья в песчаные формы может быть переработана или перестроена за небольшую часть затрат на изменение формы для литья под давлением.
Эта разница имеет решающее значение для разработки прототипов и итеративного проектирования. Группа разработчиков, разрабатывающая корпус промышленного насоса или индивидуальный кронштейн, может протестировать три или четыре варианта конструкции при литье в песчаные формы по той же цене, что и одна матрица для литья под давлением. Это ускоряет сроки разработки продукта и снижает финансовые риски на ранних стадиях проекта.
| Фактор | Литье в песок | Литье под давлением |
|---|---|---|
| Типичная стоимость оснастки | 500–5000 долларов США | 10 000–100 000 долларов США |
| Время выполнения инструмента | 1 – 4 недели | 8 – 16 недель |
| Стоимость модификации конструкции | Низкий | Очень высокий |
| Минимальный жизнеспособный пробег | 1 – 100 частей | 10 000 деталей |
Универсальность материалов: работы по литью металлов в песчаные формы Литье под давлением Не могу справиться
Это одно из наиболее существенных технических ограничений литья под давлением, которое часто остается незамеченным. Литье под давлением в основном ограничивается цветными металлами с относительно низкими температурами плавления — в первую очередь алюминием (температура плавления ~1220°F/660°C), цинком (~787°F/419°C) и магнием (~1202°F/650°C). Причина проста: экстремальные температуры, необходимые для плавления черных металлов, быстро разрушат стальные штампы.
Литье в песок не имеет такого ограничения. Его обычно используют с:
- Серый чугун и ковкий чугун (температура плавления ~ 2100°F/1150°C)
- Углеродистая сталь и нержавеющая сталь (~ 2500–2800°F / 1370–1538°C)
- Медные и латунные сплавы (~ 1750–1980 °F / 955–1082 °C)
- Никелевые сплавы и суперсплавы, используемые в аэрокосмической и энергетической промышленности.
- Алюминий и алюминиевые сплавы (совместимы с обоими процессами)
Для отраслей, которые зависят от компонентов из железа или стали, таких как тяжелое машиностроение, строительное оборудование, сельскохозяйственная техника и морская техника, литье в песчаные формы — это не просто предпочтение. Это единственный возможный вариант кастинга. Учтите, что На долю серого чугуна приходится около 70% всех отливок, производимых в мире. , и почти весь этот объем получен путем литья в песчаные формы. Уже одна эта статистика указывает на то, где этот процесс действительно доминирует.
В частности, ковкий чугун сочетает в себе прочность на разрыв, пластичность и обрабатываемость, что делает его предпочтительным материалом для изготовления шестерен, коленчатых валов, гидравлических компонентов и деталей конструкций. Ни одно из этих приложений не доступно посредством литья под давлением. Литье в песчаные формы — это путь к полному спектру конструкционных металлов, а не только к той подгруппе, которая соответствует температурным ограничениям литья под давлением.
Размер и вес детали: весы для литья в песчаные формы, где литье под давлением невозможно
Машины для литья под давлением мощные, но они физически ограничены. Даже самые крупные машины для литья под высоким давлением, используемые в коммерческих целях, способны производить детали весом около От 50 до 75 фунтов (от 22 до 34 кг) . Сама матрица должна соответствовать размеру плиты машины, а давление впрыска делает очень большие детали структурно непрактичными.
Отливка в песок практически ничем не ограничена по размеру и весу. Блоки двигателей, корпуса турбин, корпуса насосов, судовые гребные винты и корпуса промышленных клапанов регулярно отливаются в песчаную форму. Взвешивание деталей несколько тонн не являются редкостью в таких секторах, как производство электроэнергии, горнодобывающая промышленность и морская добыча нефти и газа. Отдельный чугунный компонент большого дизельного двигателя может весить 500 фунтов и более, что совершенно выходит за рамки любого процесса литья под давлением.
Такая масштабируемость означает, что для инженеров, работающих над крупным капитальным оборудованием или конструкционными компонентами, литье в песчаные формы не является компромиссом по сравнению с литьем под давлением — это единственный процесс, который может физически производить то, что требуется. Форма каждый раз просто перестраивается из песка, поэтому нет ограничений на плиты машины, ограничений по производительности матрицы и потолка давления впрыска, которые нужно было бы обойти.
Геометрическая сложность и внутренние особенности: литье в песчаные формы дает больше свободы дизайна
При литье под давлением используются жесткие металлические матрицы, которые должны открываться и закрываться по прямой линии, а это означает, что каждая деталь детали должна быть ориентирована так, чтобы можно было отделить матрицу, не подрезая инструмент. Сложные внутренние проходы, глубокие полости и поднутрения либо невозможны, либо требуют дорогостоящих механизмов бокового действия, которые значительно увеличивают стоимость матрицы.
При литье в песчаные формы используются одноразовые формы и стержни. Сердечник — это отдельная форма песка, помещенная внутрь полости формы для создания внутренних пустот — полых камер, проходов, каналов и сложной внутренней геометрии, что было бы физически невозможно в жесткой матрице. Именно поэтому литье в песчаные формы используется для блоков двигателей с водяными рубашками, коллекторов с внутренними каналами потока и корпусов клапанов с несколькими внутренними каналами.
Что позволяют сердечники при литье в песчаные формы
- Внутренние каналы охлаждения в компонентах двигателя и турбины.
- Полые структурные секции, которые снижают вес без ущерба для прочности.
- Сложные каналы потока жидкости в корпусах насосов и клапанов
- Геометрия подрезов, которая блокирует деталь внутри жесткой матрицы.
- Несколько пересекающихся внутренних полостей в одной отливке
В некоторых случаях литьем под давлением можно производить сердечники с использованием растворимых или отрывных вставок, но это увеличивает стоимость и усложняет процесс, что быстро сводит на нет преимущества эффективности, которые обычно дает литье под давлением. Для деталей, где внутренняя геометрия является приоритетом при проектировании, литье в песчаные формы с архитектурной точки зрения является лучшим решением.
Требования к толщине стенок также существенно различаются. При литье под давлением можно получить очень тонкие стенки, иногда даже тонкие. 0,040 дюйма (1 мм) — который отлично подходит для легких потребительских или автомобильных деталей. Но он также обеспечивает соблюдение требований однородности, чтобы гарантировать, что поток металла заполнит матрицу. Литье в песчаные формы более устойчиво к различной толщине стенок внутри одной детали, что дает инженерам-конструкторам большую свободу при создании сложных конструкций как с толстыми, так и с тонкими сечениями.
Объем производства: почему литье в песчаные формы лучше для небольших и средних объемов производства
Экономика литья под давлением построена на амортизации очень высоких фиксированных затрат на инструмент для очень большого количества деталей. Когда эта амортизация работает – когда вы производите 50 000, 100 000 или 500 000 одинаковых деталей – низкая себестоимость литья под давлением на единицу становится привлекательной. Процесс литья под давлением быстрый: типичный цикл литья алюминия в кокиль занимает от 30 и 60 секунд , а машины могут работать с минимальными трудозатратами в средах с высоким уровнем автоматизации.
Но за пределами этого контекста большого объема математика меняется на противоположную. Для покупателя, которому требуется 500 нестандартных корпусов коллекторов в год, трата 50 000 долларов на штамп для литья под давлением означает, что одни лишь затраты на оснастку добавляют 100 долларов за деталь, прежде чем будет расплавлен один фунт алюминия. Та же деталь при литье в песчаные формы, с моделью стоимостью 3000 долларов, добавляет всего 6 долларов к стоимости инструмента на единицу - разница, которая редко исчезает, даже если принять во внимание более медленное время цикла литья в песчаные формы и более высокую трудоемкость на единицу продукции.
Вот почему производители аэрокосмической, оборонной, нефтегазовой и нестандартной промышленной техники в значительной степени полагаются на литье в песчаные формы. Объемы их производства часто исчисляются десятками и даже тысячами в год. В таких условиях литье в песчаные формы не является компромиссом — это единственный рациональный экономический выбор.
Объем безубыточности между литьем в песчаные формы и литьем под давлением
Точка перехода, при которой литье под давлением становится более экономичным, чем литье в песчаные формы, зависит от сложности, размера и материала детали. В качестве общего ориентира:
- Для небольших алюминиевых деталей весом менее 2 фунтов литье под давлением часто становится конкурентоспособным. 10 000–20 000 деталей в год
- Для средних деталей весом от 2 до 10 фунтов точка безубыточности смещается к 25 000–75 000 деталей в год
- Для больших или сложных деталей литье в песчаные формы часто остается экономически эффективным в любом коммерчески разумном объеме.
Это приблизительные оценки, и фактическую точку безубыточности всегда следует рассчитывать для конкретного применения. Но они показывают, что большинство применений промышленного литья, особенно в секторах, где индивидуализация, надежность и характеристики материала имеют большее значение, чем цена за единицу продукции, находятся в зоне преимуществ литья в песчаные формы.
Пористость и механические свойства: устранение недостатков литья под давлением
Одним из наименее обсуждаемых недостатков литья под давлением является проблема пористости. Когда расплавленный металл впрыскивается в штамп под высоким давлением, воздух может попасть в деталь, создавая микроскопические пустоты (пористость), которые ставят под угрозу структурную целостность. Отливки под высоким давлением часто непригодны для термической обработки. потому что тепло заставляет захваченные газы расширяться, вызывая вздутие или деформацию, которые разрушают деталь.
Это существенное инженерное ограничение. Многие алюминиевые и магниевые сплавы приобретают свои полные механические свойства только после термообработки и старения на твердый раствор (например, отпуск Т6). Если сам процесс литья препятствует термообработке, конечная деталь работает с небольшой частью потенциальной прочности и твердости материала. Литье под вакуумом и литье под давлением может снизить пористость, но это премиум-процессы, которые увеличивают стоимость и не являются универсальными.
Литье в песок, поскольку оно заполняет форму с меньшей скоростью под действием силы тяжести или низкого давления, производит значительно меньше захваченного газа. Детали, отлитые в песчаные формы, обычно без проблем подвергаются термообработке, что позволяет достичь всех свойств сплава. Это решающее преимущество для структурных применений в аэрокосмической, автомобильной или тяжелой технике, где сертификация материалов и механические свойства имеют решающее значение.
Кроме того, детали из песчаного чугуна, особенно из ковкого чугуна, демонстрируют превосходную обрабатываемость, гашение вибраций и износостойкость. Это свойства, присущие материалу и полностью доступные в процессе литья в песчаные формы, без ограничений пористости, которые ограничивают применение литья под давлением.
Срок поставки новых деталей: литье в песчаные формы позволяет быстрее получать детали на ранних стадиях
Когда новая деталь необходима быстро — будь то для оценки прототипа, экстренной замены или пилотного производства — преимущество во времени выполнения заказа при литье в песчаные формы является существенным. Поскольку модели для литья в песчаные формы изготавливаются просто и быстро, первая отливка изделия часто может быть доставлена в от 2 до 6 недель от завершения проектирования. Некоторые литейные предприятия, специализирующиеся на быстром литье в песчаные формы, могут изготовить прототипы отливок всего за от 5 до 10 рабочих дней .
По сравнению с литьем под давлением, где на изготовление одной детали уходит от 8 до 16 недель, преимущество в сроках литья в песчаные формы при разработке нового продукта огромно. Для компаний с агрессивными графиками запуска или для ситуаций технического обслуживания, когда критический компонент требует быстрой замены, эта разница может напрямую привести к сокращению времени простоя, ускорению вывода продукта на рынок и снижению программного риска.
Это также делает литье в песчаные формы стандартным выбором для замены деталей устаревшего оборудования или устаревшего оборудования, где не осталось существующих инструментов. Когда 30-летнему промышленному прессу требуется замена железного корпуса, который изначально был изготовлен несуществующей компанией, литье в песчаные формы позволяет изготовить новую модель на основе инженерного чертежа или физического образца, а затем воспроизвести деталь по разумной цене. Воссоздание штампа для литья под давлением для одной сменной детали было бы экономически абсурдно.
Конкретные отрасли, в которых литье в песчаные формы превосходит литье под давлением
Понимание того, какие отрасли промышленности полагаются на литье в песчаные формы, а не на литье под давлением, помогает понять, где концентрируются реальные преимущества. Эти отрасли постоянно выбирают литье в песчаные формы, поскольку их технические и коммерческие требования соответствуют тому, что этот процесс дает лучше всего.
Нефтегазовое оборудование
Корпуса клапанов, корпуса насосов, манифольды и устьевые компоненты требуют стали или ковкого чугуна, должны выдерживать экстремальное давление и часто производятся в небольших объемах для конкретных применений. Литье в песчаные формы обеспечивает совместимость материалов, возможность внутренней геометрии и механическую целостность, необходимые для этих применений. Литье под давлением здесь не может конкурировать.
Горное и тяжелое оборудование
Щеки дробилок, зубья ковша, изнашиваемые пластины и конструктивные детали горнодобывающего оборудования изготавливаются из марганцевой стали, хромистого железа и других твердых ферросплавов, которые не поддаются обработке литьем под давлением. Детали в этом секторе обычно весят сотни фунтов, что намного превышает возможности любой машины для литья под давлением. Литье в песчаные формы — единственный жизнеспособный способ производства.
Производство электроэнергии
Корпуса турбин, кожухи рабочих колес и концевые раструбы генераторов из нержавеющей стали или никелевых сплавов для электростанций и промышленных турбин обычно отливаются в песчаную форму. Сочетание требований к материалам, размерам деталей и низким годовым объемам производства делает литье под давлением экономически и технически невозможным для этих применений.
Прототипирование в аэрокосмической и оборонной сферах
Даже в отрасли, где точность имеет первостепенное значение, литье в песчаные формы широко используется для разработки прототипов и мелкосерийных деталей конструкций. Возможность быстрого выполнения итераций, использования аэрокосмических сплавов и производства деталей, которые можно полностью подвергнуть термической обработке и механическим испытаниям, делает литье в песчаные формы стандартным инструментом в программах аэрокосмического литья, прежде чем переходить к более дорогим производственным процессам.
Морское и судостроение
Гребные винты, корпуса рулей и конструктивные элементы морских судов часто имеют огромные размеры и изготавливаются из устойчивой к коррозии бронзы, никель-алюминиевой бронзы или нержавеющей стали. Литье в песчаные формы — единственный процесс, который может удовлетворить эти требования, и на протяжении веков он был стандартным методом производства морских компонентов.
Когда литье под давлением на самом деле лучший выбор
Полный ответ требует признания того, где литье под давлением действительно выигрывает. Литье под давлением превосходит литье в песчаные формы в трех четко определенных сценариях:
- Крупносерийное производство мелких деталей из цветных металлов: При производстве сотен тысяч деталей из алюминия, цинка или магния в год экономичность литья под давлением на единицу продукции является непревзойденной. Классическими примерами являются автомобильные дверные ручки, электронные корпуса и корпуса небольшой бытовой техники.
- Чистота поверхности и постоянство размеров: Литье под давлением позволяет получить детали чистой или близкой к чистой форме поверхности с чистотой поверхности 32–63 микродюйма Ra и размерными допусками, которые часто не требуют последующей механической обработки. Литье в песчаные формы обычно дает более шероховатые поверхности (125–500 микродюймов Ra) и требует дополнительной механической обработки для достижения жестких допусков.
- Тонкостенные легкие конструкции: Когда конструкция требует стенок толщиной менее 3 мм, но при этом требуется структурная целостность, литье под высоким давлением обеспечивает полное заполнение. Литье в песчаные формы с гравитационной подачей может с трудом обеспечить надежное заполнение очень тонких сечений.
Признание этих преимуществ делает сравнение честным. Литье под давлением не является второстепенным процессом — это процесс, оптимизированный для определенного набора условий. Если эти условия не соблюдены, в большинстве оставшихся сценариев лучшим решением будет литье в песок.
Экологические и эксплуатационные аспекты
Литье в песок имеет преимущество экологической устойчивости, о котором часто забывают: песок пригоден для вторичной переработки. Современные литейные заводы утилизируют и повторно используют 90% или более формовочного песка через термические или механические системы регенерации. Хотя при литье под давлением расходные материалы для инструментов не используются таким же образом, энергоемкость обслуживания машин для литья под давлением — больших гидравлических прессов, матриц с регулируемой температурой и систем впрыска под высоким давлением — значительна.
Уровень брака при литье под давлением также является фактором. Поскольку металл, впрыскиваемый в матрицу, также заполняет желоба, переливы и печенье (металлический диск из дробовой гильзы), процент брака при литье под давлением может увеличиваться. 20–40% от общего количества потребляемого металла на типичной детали, хотя большая часть ее подлежит вторичной переработке. Уровень брака при литье в песчаные формы, особенно чугуна, часто ниже в абсолютном выражении на единицу поставленного металла, когда размеры деталей большие.
С точки зрения операционной деятельности литейные заводы по литью в песчаные формы доступны в большем количестве географических точек по всему миру. Литье под давлением требует прецизионных станков для изготовления штампов и больших литейных машин, которые требуют значительных капиталовложений. Для производителей на развивающихся рынках или для региональных цепочек поставок мощности литейного производства в песчаные формы гораздо более доступны, что снижает затраты на логистику и риски в цепочке поставок.
Резюме: Выбор литья в песчаные формы вместо литья под давлением
Вопрос о том, лучше ли литье в песчаные формы, чем литье под давлением, не имеет единого универсального ответа, но имеет четкий ответ для большинства случаев литья, встречающихся в промышленной и инженерной практике. Литье в песчаные формы является лучшим выбором, если:
- Объемы производства ниже 10 000–25 000 деталей в год для типичных размеров деталей.
- Требуемый материал — железо, сталь, нержавеющая сталь, медный сплав или любой черный металл.
- Размер или вес детали превышает то, что физически могут вместить машины для литья под давлением.
- Вероятна итерация проекта, а затраты на модификацию инструментов должны быть низкими.
- Требуется внутренняя геометрия, сердечники или сложные проходы.
- Термическая обработка окончательной отливки необходима для достижения полных механических свойств.
- Быстрая доставка первых изделий или прототипов является приоритетом.
- Необходимо воспроизвести запасные части для устаревшего или нестандартного оборудования.
Литье под давлением занимает свое место в крупносерийном потребительском и автомобильном производстве, где детали из алюминия и цинка должны производиться быстро, с превосходным качеством поверхности и с минимально возможными затратами на единицу продукции. Но литье в песчаные формы охватывает гораздо более широкий спектр инженерных потребностей, обрабатывает более широкий спектр материалов, масштабируется от отдельных прототипов до тысяч деталей и остается экономически эффективным в сценариях, где экономика литья под давлением просто не работает. Для любого инженера или специалиста по закупкам, оценивающего варианты процесса литья, литье в песчаные формы должно быть отправной точкой, и бремя обоснования должно заключаться в отказе от него, а не в его выборе.