English
English русский
русский Español
Español
Контент
- 1 Как долго длится Литье под давлением Взять? Прямой ответ
- 2 Процесс литья под давлением: поэтапная временная разбивка
- 3 Типичное время цикла в зависимости от сплава и типа детали
- 4 Факторы, влияющие на продолжительность литья под давлением
- 5 Сроки выполнения литья под давлением: от проектирования до первой промышленной детали
- 6 Литье под давлением в горячей и холодной камере: сравнение времени
- 7 Чем литье под давлением отличается от других производственных процессов по скорости
- 8 Стратегии сокращения времени цикла литья под давлением
- 9 Пост-литьевые операции и их временные требования
- 10 Распространенные заблуждения о времени литья под давлением
Как долго длится Литье под давлением Взять? Прямой ответ
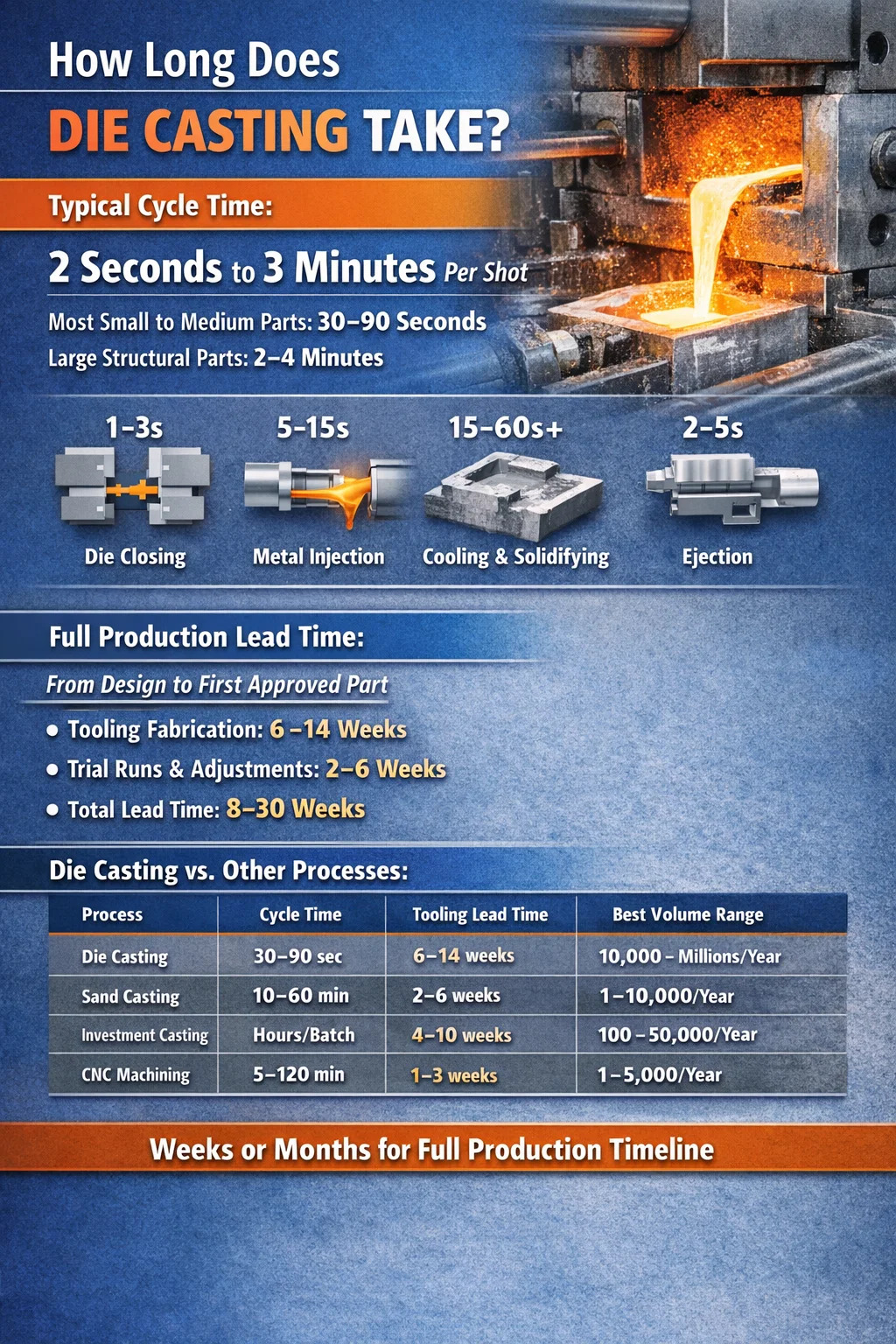
Один цикл литья под давлением обычно занимает от от 2 секунд до 3 минут , в зависимости от размера детали, типа сплава, толщины стенки и конфигурации станка. Для большинства алюминиевых или цинковых компонентов малого и среднего размера — тех, которые используются в автомобильных кронштейнах, корпусах и бытовой электронике — реальное время цикла составляет от 30 и 90 секунд . Крупные детали конструкции из магния или алюминия для электромобилей могут увеличить это окно до 2–4 минут на выстрел.
Эта цифра времени цикла рассказывает лишь часть истории. Прежде чем первая качественная деталь сойдет с линии, операция литья под давлением включает в себя изготовление оснастки (что может занять 6–14 недель), настройку машины, предварительный нагрев матрицы, пробные снимки и проверку размеров. От чернового проекта до утвержденной производственной детали полный график измеряется неделями или месяцами, а не секундами.
Понимание как цикла каждого кадра, так и общего графика производства помогает покупателям, инженерам и операционным группам устанавливать реалистичные ожидания и избегать дорогостоящих ошибок в планировании.
Процесс литья под давлением: поэтапная временная разбивка
Каждый цикл литья под давлением состоит из нескольких последовательных этапов. Каждый из них отнимает время и задерживает любую стадию каскада в общий цикл. Вот что на самом деле происходит внутри каждого кадра:
Закрытие и зажим матрицы
Две половины матрицы — фиксированная половина матрицы и половина выталкивающей матрицы — соединяются вместе и фиксируются под действием высокой прижимной силы. Для 400-тонной машины с холодной камерой этот этап занимает примерно 1–3 секунды . Более крупные машины с более высокой грузоподъемностью перемещают большую массу, и им может потребоваться 3–5 секунд только для закрытия и подтверждения блокировки. Недостаточная сила зажима приводит к дефектам заусенцев, поэтому на этом этапе нельзя торопиться произвольно.
Металл Инъекция
Расплавленный металл подается в полость матрицы под давлением. При литье под давлением с горячей камерой, используемом в основном для сплавов цинка, свинца и олова, механизм впрыска погружен в расплав, поэтому время заполнения чрезвычайно быстрое: от 0,01 до 0,5 секунды . При литье под давлением в холодной камере, которое используется для алюминия, меди и магния, металл сначала необходимо залить в отдельную дробовую гильзу, добавив несколько секунд перед началом впрыска. Фактическое заполнение полости в холодной камере все еще происходит. от 0,01 до 0,1 секунды , но общая фаза впрыска, включая разливку, составляет около 5–15 секунд.
Затвердевание и охлаждение
Это самая длинная фаза в большинстве циклов литья под давлением. После впрыска металл должен достаточно остыть, чтобы приобрести достаточную структурную жесткость для выбрасывания без деформации. Время охлаждения зависит от геометрии детали, толщины стенки, свойств сплава, а также от того, насколько хорошо спроектированы и обслуживаются каналы водяного охлаждения матрицы.
Тонкостенные детали из цинка (стенки 1,5–2,5 мм) могут затвердевать при 3–8 секунд . Алюминиевые детали со стенками 3–5 мм обычно требуют 15–40 секунд . Для толстых конструкционных алюминиевых отливок с сечением 6–10 мм может потребоваться 60–120 секунд или больше. Сокращение времени охлаждения без образования пористости или коробления является одной из основных инженерных задач при крупносерийном литье под давлением.
Открытие штампа и выброс детали
Как только деталь становится достаточно твердой, матрица открывается, и выталкиватели выталкивают отливку из полости. Эта механическая последовательность обычно занимает 2–5 секунд . Детали падают на конвейер или в закалочную ванну. Силу выталкивания необходимо тщательно калибровать — слишком маленькая и деталь прилипнет; слишком много и тонкие детали ломаются или деформируются.
Смазка матрицы и сброс
После выброса роботы или распылительные системы наносят на поверхности полости смазку для отделения штампа (обычно на водной основе). Это предотвращает прилипание и помогает контролировать температуру матрицы. Время распыления варьируется от от 2 до 10 секунд в зависимости от сложности матрицы и количества распылительных форсунок. Циклы продувки для удаления излишков смазки добавляют еще 1–3 секунды. Затем кубик закрывается и начинается следующий цикл.
Типичное время цикла в зависимости от сплава и типа детали
Различные сплавы имеют разные термические свойства, давление впрыска и поведение при затвердевании. В таблице ниже показано типичное время цикла для распространенных материалов для литья под давлением по категориям размеров деталей:
| Сплав | Размер детали | Типичное время цикла | Тип процесса |
|---|---|---|---|
| Цинк (Замак) | Маленький (<100 г) | 2–10 секунд | Горячая камера |
| Цинк (Замак) | Средний (100–500 г) | 10–30 секунд | Горячая камера |
| Алюминий (ADC12/A380) | Маленький (<300 г) | 20–45 секунд | Холодная камера |
| Алюминий (ADC12/A380) | Средний (300 г–2 кг) | 45–90 секунд | Холодная камера |
| Алюминий (конструкционный) | Большой (>2 кг) | 90–180 секунд | Холодная камера |
| Магний (AZ91D) | Малый и средний | 15–50 секунд | Горячая или холодная камера |
| Медь / Латунь | Малый и средний | 30–90 секунд | Холодная камера |
Цинк неизменно обеспечивает самое короткое время цикла из-за его более низкой температуры плавления (приблизительно 380–420 ° C), более быстрого затвердевания и совместимости с машинами с горячей камерой, которые исключают этап разливки. Алюминий требует значительно большего времени охлаждения из-за более высокой термической массы и температуры заливки (620–680°С). Медные сплавы с температурой заливки выше 900°C требуют прочных материалов для штампов и длительного охлаждения, что делает их одними из самых медленных при литье под давлением.
Факторы, влияющие на продолжительность литья под давлением
Время цикла не является произвольным числом, назначенным производителем машины. Это результат конкретных физических и технологических переменных, которые инженеры могут измерять, моделировать и — в значительной степени — контролировать. Наиболее влияющими факторами являются:
Толщина стенки и геометрия детали
Время охлаждения примерно зависит от квадрата толщины стенки. Увеличьте вдвое толщину стенок, и необходимое время охлаждения увеличится примерно в четыре раза, при прочих равных условиях. Детали с номинальной стенкой 3 мм, которая охлаждается за 20 секунд, потребуется примерно 80 секунд, если ее перепроектировать до толщины 6 мм. Вот почему обзоры проектирования для технологичности (DFM) постоянно настаивают на однородных тонких стенках — не только для экономии материала, но и для обеспечения управляемости времени цикла и затрат на единицу продукции.
Геометрия также влияет на время заполнения. Сложные полости с узкими направляющими, тонкими ребрами и несколькими кернами требуют более медленных скоростей впрыска или риска возникновения пористости, вызванной турбулентностью. Детали с глубокими карманами или поднутрениями нуждаются в боковых действиях (скользящих сердечниках), которые добавляют механические шаги к последовательностям открытия и закрытия.
Управление температурой матрицы
Температура матрицы оказывает прямое и сильное влияние на время цикла. Штампы, которые работают слишком холодно, вызывают преждевременное затвердевание, сбои в работе и холодное закрытие. Кристаллы, которые нагреваются слишком сильно, увеличивают время охлаждения и могут привести к пайке (прилипанию металла к кристаллу). Оптимальное температурное окно матрицы для литья алюминия под давлением обычно составляет 150–250°С на поверхности полости, поддерживаемой за счет комбинации внутренних каналов водяного охлаждения и внешнего распылительного охлаждения.
Контроллеры температуры головки (DTC) обеспечивают циркуляцию нагретой воды или масла через головку для стабилизации температуры во время запуска и поддержания ее во время непрерывного производства. Хорошо спроектированный контур охлаждения может сократить время затвердевания на 20–35% по сравнению с неоптимизированной матрицей той же геометрии. Плохо расположенные линии охлаждения — слишком далеко от толстых секций — оставляют горячие точки, которые вынуждают операторов искусственно увеличивать время охлаждения, чтобы избежать деформации или вздутий деталей.
Тоннаж и скорость машины
Машины с большим тоннажем перемещают более тяжелые плиты и требуют больше времени для открытия и закрытия матрицы, даже при использовании быстрых гидравлических или электрических приводов. 160-тонная машина может выполнить цикл зажима за 1,5 секунды; 2000-тонному станку, изготавливающему автомобильные детали, может потребоваться 5–8 секунд только для зажима. Электрические машины для литья под давлением (с сервоприводом) обычно обеспечивают более быстрые и повторяемые движения зажима и впрыска, чем старые машины с только гидравлическим приводом, часто обрабатывая детали среднего размера в течение 2–5 секунд за цикл.
Количество полостей
Многоместные штампы производят больше деталей за один выстрел без пропорционального увеличения времени цикла. Матрица с одной полостью для небольшого цинкового соединителя может работать со скоростью 15 секунд за цикл, производя 4 выстрела в минуту. Штамп с 16 гнездами для одной и той же детали на том же станке по-прежнему работает примерно 15–20 секунд за цикл, но теперь производит 16 деталей за цикл, а не одну, что эффективно сокращает время изготовления одной детали с 15 секунд до менее 1,5 секунды. Компромиссом является более высокая стоимость матрицы (цинковая матрица с 16 полостями может стоить 80 000–150 000 долларов против 15 000–30 000 долларов за одну полость) и более сложный контроль качества.
Уровень автоматизации
Ручные операции — когда оператор разливает металл, вручную снимает детали и распыляет матрицу с помощью ручного пистолета — приводят к изменчивости времени цикла на 10–30%. Роботизированная экстракция, автоматизированные системы распыления и интегрированные прессы для обрезки устраняют эту изменчивость. На полностью автоматизированных крупносерийных заводах, производящих автомобильные детали, колебания от цикла к циклу обычно удерживаются на уровне менее 1 секунды, что позволяет точно прогнозировать производительность и обеспечивать стабильное металлургическое качество.
Сроки выполнения литья под давлением: от проектирования до первой промышленной детали
Для покупателей и менеджеров проектов время цикла на одну порцию часто менее актуально, чем общее время выполнения заказа от заказа на поставку до первой утвержденной отгрузки. Эта временная шкала разбита на несколько отдельных этапов:
Проектирование и изготовление оснастки
Формы для литья под давлением представляют собой сложные, прецизионные инструменты, изготовленные из инструментальной стали для горячей обработки H13 или аналогичных марок. Инструмент для литья под давлением алюминия средней сложности — с одной полостью, умеренной геометрией, без побочных действий — обычно требует 6–10 недель изготовить по утвержденному проекту. Штампы с несколькими боковыми действиями, сложным внутренним охлаждением или жесткими размерными допусками могут потребовать 10–16 недель . Стоимость оснастки колеблется от примерно 15 000 долларов США за простую цинковую матрицу до более 300 000 долларов США за большую конструкционную алюминиевую матрицу с вакуумными системами и несколькими стержнями.
Поставщики в Китае и Юго-Восточной Азии часто указывают 4–6 недель на изготовление оснастки, но это часто исключает циклы проверки конструкции и может включать сжатые сроки, что увеличивает количество пробных выстрелов и задерживает утверждение деталей.
Пробные снимки и квалификация деталей
После установки матрицы на станок процесс начинается с Т1 (первых пробных) выстрелов. Эти первоначальные снимки используются для определения основных параметров процесса — скорости впрыска, давления наполнения, температуры головки и времени охлаждения. Крайне редко штамп дает соответствующие детали в первый день испытаний. Бюджет большинства программ 2–4 раунда испытаний в течение 2–6 недель для настройки процесса, устранения отклонений размеров и устранения дефектов поверхности.
Для литья под давлением для автомобильной промышленности требуется PPAP (Процесс утверждения производственных деталей) или эквивалентная документация, включая отчеты о размерах, сертификаты материалов и исследования возможностей процесса (Cpk ≥ 1,67 для критических характеристик). Этот этап документации может добавить еще 2–4 недели после того, как детали пройдут проверку размеров.
Сводка общего времени выполнения
- Простая деталь, без побочных действий, неавтомобильная: 8–14 недель от заказа оснастки до первой одобренной поставки
- Литье автомобилей средней сложности: 14–22 недели
- Крупная конструктивная деталь с вакуумным литьем под давлением и PPAP: 20–30 недель
- Литье прототипа под давлением (мягкая оснастка, алюминиевые или киркситовые матрицы): 2–4 недели , ограниченный объем, более низкая точность
Литье под давлением в горячей и холодной камере: сравнение времени
Две основные категории процессов литья под давлением значительно различаются по скорости из-за их фундаментальной механической архитектуры:
Литье под давлением с горячей камерой
В машинах с горячей камерой цилиндр впрыска (гусиная шея) постоянно погружен в ванну расплавленного металла. Когда плунжер втягивается, металл автоматически заполняет камеру. Когда он продвигается вперед, металл проталкивается через гибкую шейку в матрицу. Поскольку нет отдельного этапа разливки, время цикла значительно короче - небольшие цинковые детали могут работать со скоростью 300–500 выстрелов в час на многоместных штампах. Этот процесс ограничен сплавами с низкой температурой плавления (цинк, свинец, олово, некоторые магния), поскольку более высокие температуры быстро разрушают погруженные компоненты.
Литье под давлением в холодной камере
В машинах с холодной камерой инжекционный механизм отделен от плавильной печи. Перед каждым циклом оператор или автоматизированный робот-ковш подает отмеренную порцию металла в дробовую гильзу. Это добавляет 5–15 секунд за цикл по сравнению с горячей камерой, но позволяет обрабатывать высокотемпературные сплавы, такие как алюминий, магний и медь, которые могут разрушить погруженную гибкую шею. В большинстве случаев литья под давлением, особенно автомобильных алюминиевых деталей, используются машины с холодной камерой.
С практической точки зрения, цинковый соединитель, изготовленный на машине с горячей камерой, может стоить 0,08–0,25 доллара за штуку только за время цикла. Та же самая геометрия детали, переработанная в алюминий на машине с холодной камерой, может иметь затраты, связанные с временем цикла, в размере 0,40–1,20 доллара США за деталь, что является реальным фактором затрат в крупносерийных приложениях бытовой электроники, где сотни миллионов единиц в год имеют значение каждая секунда.
Чем литье под давлением отличается от других производственных процессов по скорости
Литье под давлением — один из самых быстрых методов производства сложных металлических деталей в больших масштабах, но его преимущество в скорости наиболее заметно при больших объемах. Сравнение с другими распространенными процессами обработки металлов давлением проясняет положение литья под давлением:
| Процесс | Время цикла (средняя часть) | Время выполнения инструмента | Лучший диапазон громкости |
|---|---|---|---|
| Литье под давлением | 30–90 секунд | 6–14 недель | 10 000–миллионов в год |
| Литье в песок | 10–60 минут | 2–6 недель | 1–10 000/год |
| Кастинг по выплавляемым моделям | Часов на партию | 4–10 недель | 100–50 000 в год |
| Обработка с ЧПУ | 5–120 минут | 1–3 недели (фиксации) | 1–5000/год |
| Постоянное литье в форму | 2–10 минут | 4–8 недель | 1 000–100 000 в год |
Преимущество литья под давлением по сравнению с литьем в песчаные формы и литьем по выплавляемым моделям существенно — часто в 10–50 раз быстрее на деталь при полной производительности. Это преимущество в скорости в сочетании с превосходной повторяемостью размеров (обычно выдерживаются допуски ±0,1 мм для некритических элементов) объясняет, почему литье под давлением доминирует в автомобильной промышленности, производстве бытовой электроники и бытовой техники в объемах, превышающих примерно 10 000 деталей в год.
Стратегии сокращения времени цикла литья под давлением
При крупносерийном производстве даже 5-секундное сокращение времени цикла напрямую приводит к измеримой экономии затрат. Деталь, работающая со скоростью 60 секунд за цикл на станке с нормой нагрузки 120 долларов в час, стоит 2 доллара за цикл. Уменьшите это время до 50 секунд, и стоимость единицы продукции снизится до 1,67 доллара США — сокращение на 16,5 % без изменения материала, трудозатрат и накладных расходов. При выпуске 1 миллиона деталей в год это составляет 330 000 долларов США в год за счет одного усовершенствования процесса. Наиболее эффективными стратегиями сокращения времени цикла являются:
Оптимизация конструкции контура охлаждения
Конформное охлаждение — когда каналы охлаждения следуют контуру полости, а не идут по прямым линиям — может сократить время охлаждения за счет 20–40% по сравнению с обычными пробуренными каналами. Конформные каналы изготавливаются с использованием аддитивного производства (3D-печать вставок из инструментальной стали) и размещают охлаждающую воду гораздо ближе к сложным поверхностям. Первоначальные затраты на инструмент (обычно 10 000–40 000 долларов США дополнительно за комплект пластин) быстро окупаются в крупносерийных программах.
Используйте давление интенсификации правильно
Применение высокого давления интенсификации (давление 2-й фазы) сразу после заполнения полости продавливает металл в каждую деталь и компенсирует усадку при затвердевании. Правильная интенсификация уменьшает микропористость, что, в свою очередь, позволяет сделать стенки более тонкими, которые быстрее остывают. Это косвенный, но эффективный путь к сокращению времени цикла за счет повышения надежности проектирования деталей.
Минимизируйте температуру выброса
Детали можно выбрасывать при более высоких температурах, чем предполагают многие операторы, при условии, что геометрия не склонна к короблению и правильное расположение выталкивающего штифта. Тестирование с помощью тепловидения и измерения деформации позволяет командам экспериментально определить минимальное безопасное время охлаждения. Многие производственные программы требуют на 10–20 % больше времени охлаждения, чем необходимо, просто потому, что после первоначальной настройки они никогда не оптимизировались повторно.
Внедрение мониторинга процессов в реальном времени
Современные машины для литья под давлением, оснащенные датчиками давления в полости, скорости плунжера и температуры матрицы, могут автоматически регулировать параметры процесса от выстрела к выстрелу. Такое адаптивное управление предотвращает чрезмерно консервативное время охлаждения, которое операторы устанавливают вручную, чтобы избежать случайных бракованных выстрелов. Постоянные условия процесса также снижают процент брака, что эффективно повышает чистую производительность без какого-либо изменения машинного цикла.
Редизайн для обеспечения одинаковой толщины стенок
Толстые бобышки, ребра или площадки, толщина стенок которых значительно отклоняется от номинальной, создают горячие точки, которые определяют минимальное время охлаждения всей детали. Удаление толстых секций, добавление радиусных переходов и замена сплошных площадок ребристыми конструкциями могут устранить эти узкие места. В одном задокументированном проекте автомобильного кронштейна уменьшение максимальной толщины стенки с 8 мм до 5 мм (при сохранении прочности за счет геометрии ребер) сократило время охлаждения с 75 секунд до 42 секунд — сокращение на 44 %, что привело к перемещению детали в значительно меньший и более дешевый класс станков.
Пост-литьевые операции и их временные требования
Литье под давлением — это только начало. Большинство литых под давлением деталей требуют дополнительных операций, прежде чем они будут готовы к отправке или сборке. Эти этапы после литья добавляют времени — иногда больше, чем сам цикл литья — и должны быть запланированы в общем производственном графике:
- Обрезка/депрошивка: Удаление заусенцев (тонких металлических ребер на линиях разъема) и систем направляющих/ворот. Ручная депрошивка: 30–120 секунд на деталь. Автоматический обрезной пресс: 3–10 секунд на деталь.
- Дробеструйная обработка: Очистка поверхности и улучшение текстуры. Пакетный цикл: 5–15 минут на загрузку деталей.
- Обработка с ЧПУ: Сверление, нарезание резьбы и прецизионное фрезерование литых поверхностей. Время варьируется в широких пределах: от 30 секунд до 10 минут в зависимости от характеристик и крепления.
- Термическая обработка (Т5/Т6 для алюминия): Лечение раствором и искусственное старение могут занять 6–24 часа общее и требует планирования периодической печи.
- Обработка поверхности (анодирование, порошковая покраска, покраска): 1–48 часов в зависимости от процесса и класса отделки.
- Осмотр и измерение размеров: Проверка КИМ первых изделий или планов образцов: 10–60 минут на деталь для получения подробных отчетов.
Если учесть операции после литья, общее время изготовления каждой детали в цехе может измеряться часами или днями, а не секундами. Эффективные производственные ячейки сочетают в себе роботизированную экстракцию, линейные обрезные прессы и встроенные конвейеры, что позволяет минимизировать время между операциями и сократить запасы незавершенного производства.
Распространенные заблуждения о времени литья под давлением
Несколько постоянных недопониманий относительно сроков литья под давлением вызывают проблемы с поиском поставщиков, планированием программ и оценкой затрат:
«Литье под давлением – это всегда быстро»
Литье под давлением позволяет быстро производить крупносерийное повторное производство идентичных деталей. Это не быстро для небольших объемов, потому что время изготовления оснастки доминирует над сроками. При заказе прототипа на 500 деталей 10-недельный срок изготовления оснастки делает литье под давлением медленнее, чем обработка на станках с ЧПУ или даже литье по выплавляемым моделям, с точки зрения времени изготовления первой детали. Вот почему литье под давлением прототипов с использованием временных алюминиевых инструментов существует как категория — оно допускает снижение срока службы инструмента для более быстрого получения деталей.
«Более быстрое время цикла всегда означает меньшие затраты»
Сокращение времени цикла ниже стабильного минимума увеличивает процент брака и частоту обслуживания штампа. Сокращение времени охлаждения на 10 секунд, которое увеличивает процент брака с 2% до 8%, экономит машинное время, но увеличивает затраты на металл и доработку. Оптимальное время цикла минимизирует общую стоимость одной детали, а не только машинное время. Это требует, чтобы затраты на утилизацию и доработку учитывались вместе с нагрузкой на оборудование.
«Указанное моим поставщиком время выполнения заказа — это общее время выполнения заказа»
Поставщики обычно указывают время выполнения инструмента, а иногда и время выполнения образца T1. Они редко включают время для итераций проверки проекта, утверждения размеров со стороны клиента, подготовки документации PPAP или логистики. Покупатели, которые принимают указанное время на оснастку за общее время производства, регулярно отстают от графика на 4–8 недель. Реалистичный план программы добавляет как минимум 3–6 недель к заявленному поставщиком сроку утверждения детали и настройки цепочки поставок.