English
English русский
русский Español
Español
Литье под давлением Процесс шаг за шагом
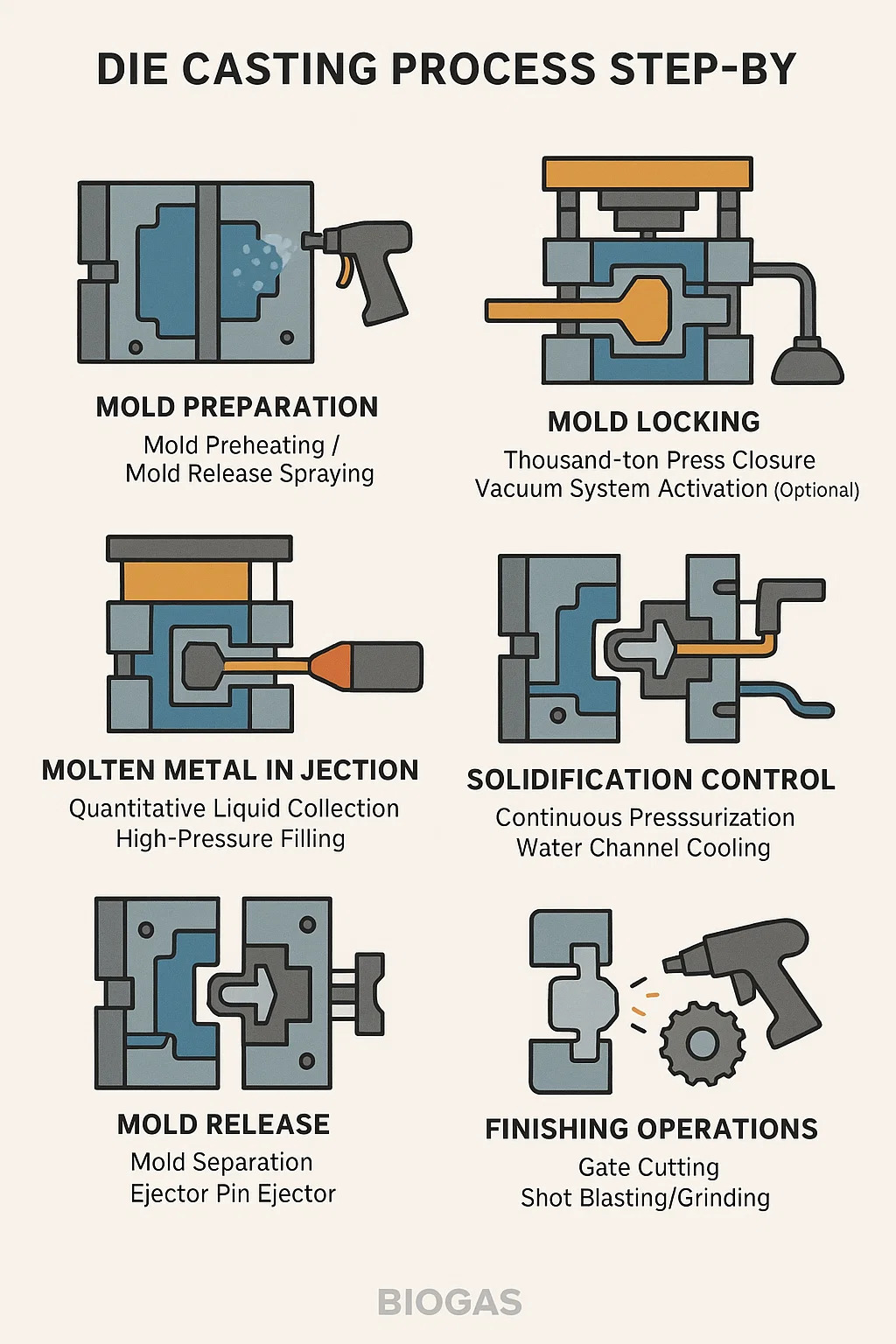
1. Подготовка формы (основной этап)
Предварительный нагрев формы: нагрейте стальную форму до 150–200°C, чтобы предотвратить разбрызгивание расплавленного алюминия или его холодное закрытие.
Распыление разделителя формы: используйте пистолет для распыления воздуха, чтобы равномерно распылить полость (эмульсия на водной основе), чтобы защитить форму и облегчить извлечение из формы.
2. Блокировка формы (критическая безопасность)
Закрытие пресса на тысячу тонн: верхняя и нижняя формы гидравлически заблокированы, чтобы выдерживать высокое давление впрыска (усилие смыкания> 500 тонн).
Активация вакуумной системы (дополнительно): откачайте воздух из полости формы, чтобы уменьшить пористость воздуха.
3. Инжекция расплавленного металла (высокоскоростная инжекция)
Количественный сбор жидкости: расплавленный алюминий (приблизительно 660°C) автоматически подается ковшом в камеру впрыска из печи.
Заполнение под высоким давлением: плунжер впрыскивает расплавленный алюминий в полость формы со скоростью пушечного ядра (30–100 м/с), заполняя полость за 0,01–0,3 секунды.
4. Контроль затвердевания
Непрерывное давление: плунжер поддерживает высокое давление в течение 10-30 секунд, чтобы компенсировать усадку расплавленного алюминия во время затвердевания.
Охлаждение водяного канала: холодная вода циркулирует внутри формы для отвода тепла, что позволяет детали быстро затвердеть.
5. Высвобождение пресс-формы
Разделение формы: пресс освобождается, и верхняя и нижняя формы открываются.
Выталкиватель штифта: встроенный штифт выталкивает деталь, удаляя отходы бегунка (приблизительно 30% материала).
6. Завершающие операции
Резка ворот: Гидравлические ножницы удаляют литниковую систему и переливной желоб.
Дробеструйная обработка/шлифовка: удаляет заусенцы и заусенцы.
Термическая обработка (ключевые компоненты): закалка T6 увеличивает твердость.